机械制造工艺学课程设计说明书设计题目:设计“二代变右半轴”零件的机械机工规程(年产量为中批或大批)学号班级学生指导教师机电工程学院机械系2011年7月河南农业大学机电工程学院机械制造工艺学课程设计任务书题目:设计“二代变右半轴”零件的机械加工工艺规程(年产量为中批或大批)内容:1
零件图1张2
夹具零件图1张3
夹具装配图1张3
机械加工工艺规程1套4
课程设计说明书1份班级08机制3班学生伊广辉指导教师刘军2011年7月目录序言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4第一章零件的分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5第一节零件的作用⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5第二节零件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6第二章工艺规程设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6第一节确定毛坯的制造形式⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6第二节基准的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6第三节制定工艺路线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7第四节机械加工余量、工序尺寸及毛坯尺寸的确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7第五节确定切削用量及基本工时⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8第三章夹具设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯19第一节夹具的结构组成⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯19第二节夹具的工作原理⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯18第三节零件加工定位误差分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯18参考文献⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯19序言机械加工工艺规程,是规定零件机械加工工艺过程和操作方法的重要工艺文件
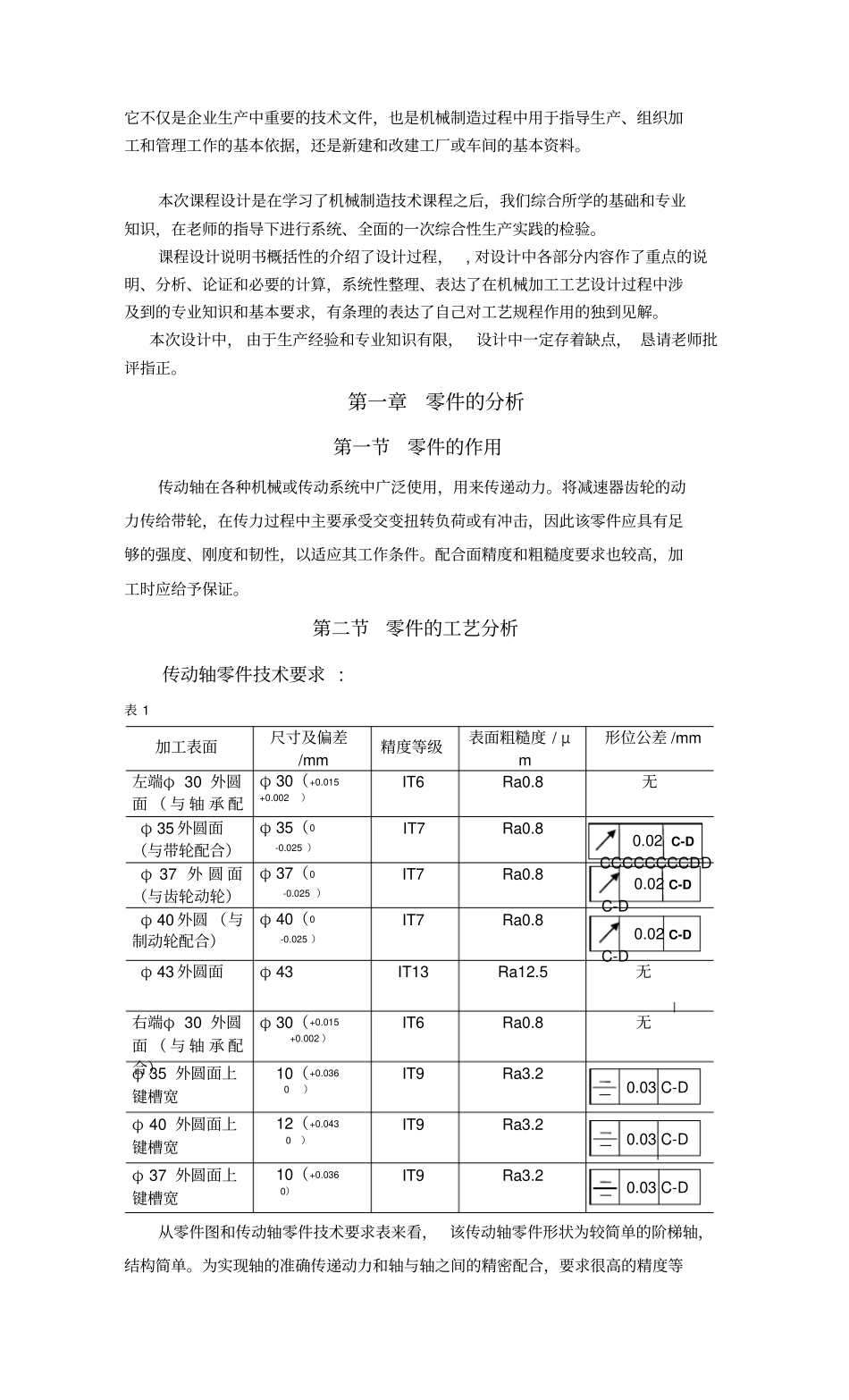
它不仅是企业生产中重要的技术文件,也是机械制造过程中用于指导生产、组织加工和管理工作的基本