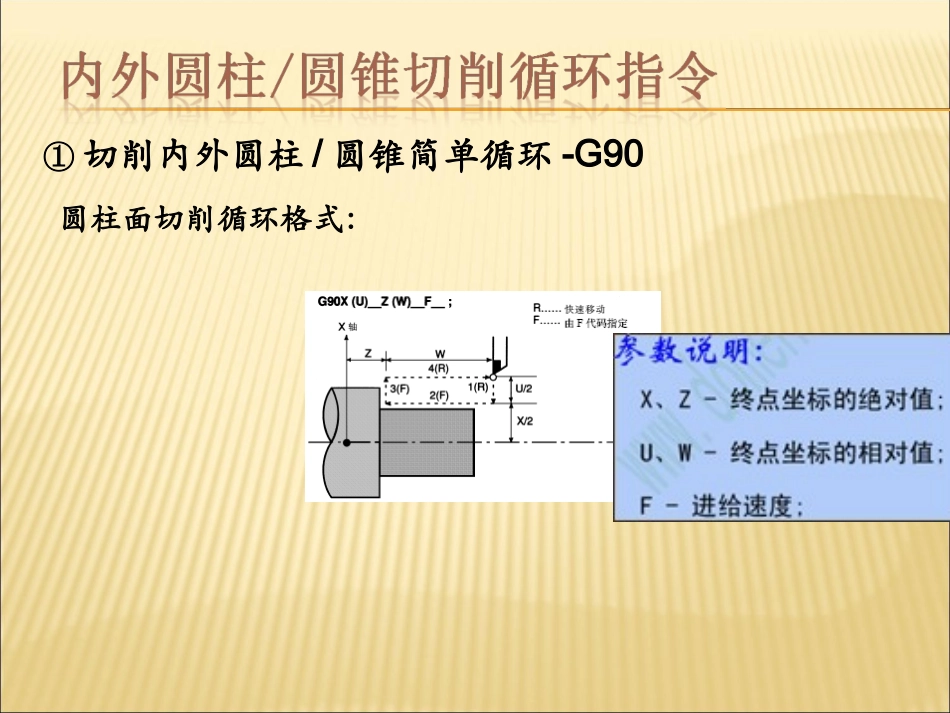
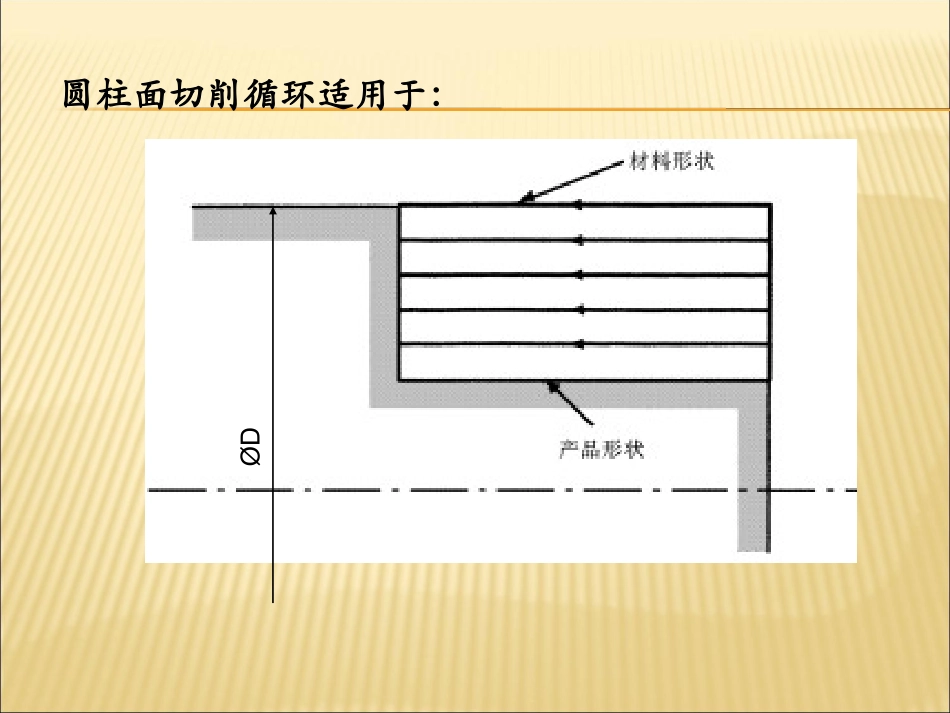
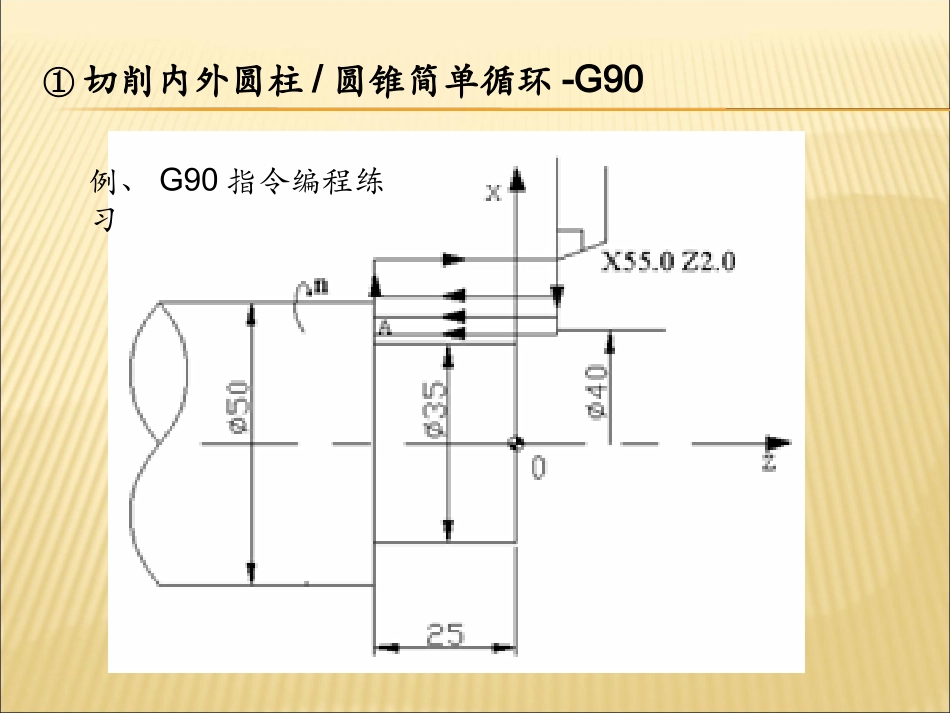
①切削内外圆柱/圆锥简单循环-G90圆柱面切削循环格式:圆柱面切削循环适用于:ØD①切削内外圆柱/圆锥简单循环-G90A例、G90指令编程练习①切削内外圆柱/圆锥简单循环-G90AN10G50X200Z200;N20T0101;N30M03S1000;N40G00X55Z4M08;N50G01G96Z2F2
5S150;N60G90X45Z-25F0
2;N70X40;N80X35;N90G00X200Z200M09;N100T0100;N110M30;圆锥切削简单循环-G90切削始点与切削终点的半径之差,加正、负号R①切削内外圆柱/圆锥简单循环-G90适用于:圆锥切削简单循环-G90①切削内外圆柱/圆锥简单循环-G90②G94-车削端面/圆锥简单循环R-圆锥起点相对于圆锥终点在Z轴上的位置差:R=ZB-ZC平端面车削:R=0G94X(U)_Z(W)_F_;内外圆柱/圆锥切削循环指令圆锥切削简单循环-G90XXU>0U<0R<0R>0圆锥切削简单循环-G90例、用G90编写图中锥面加工程序段
¢40(65,0)圆锥切削简单循环-G90例、用G90编写图中锥面加工程序段
¢40(65,0)……G00X65Z0M08;G96S100;G90X60Z-25R-5F0
2;X55;X50;G00X100Z200M09;……适用于:②切削端面/圆锥简单循环-G94/平端面切削Z平端面切削②切削端面/圆锥简单循环-G94G94平端面切削编程举例:……G00X85Z20;G94X30Z15F0
2;Z12;Z10;……(85,20)108Ф80Ф30X例、G94指令编程练习:加工下图工件的中间槽(用4mm、2﹟切断刀)XG50X200Z200;T0202;/(4㎜切断刀)G00X32Z-14;G01X15F30;X32F100;G94X15Z-17F30;Z-20;Z-23;G00X20