碳钢管焊接工艺评定报告编号:DA-12—01A编制:焊接责任技术人员:批准:单位:新疆德安环保科技有限公司日期:2012年3月25日表B-1焊接工艺评定报告目录序号报告名称报告编号页数1234567891011121314151617181920焊接工艺指导书单位名称:新疆德安环保科技有限公司焊接工艺指导书编号:DA-12—01A日期:2012年3月25日焊接工艺评定报告编号焊接方法手工电弧焊机械化程度手动焊接接头:对接接头坡口形式Y(带钝边)衬垫(材料及规格)\母材:碳素钢类别号Ⅰ组别号Ⅰ--1与类别号Ⅰ组别号Ⅰ--1相焊及标准号钢号Q235与标准号钢号Q235相焊厚度范围:母材:对接焊缝角焊缝管子直径、壁厚范围:对接焊缝Φ219*6~Φ1220*12角焊缝焊缝金属厚度范围:对接焊缝1
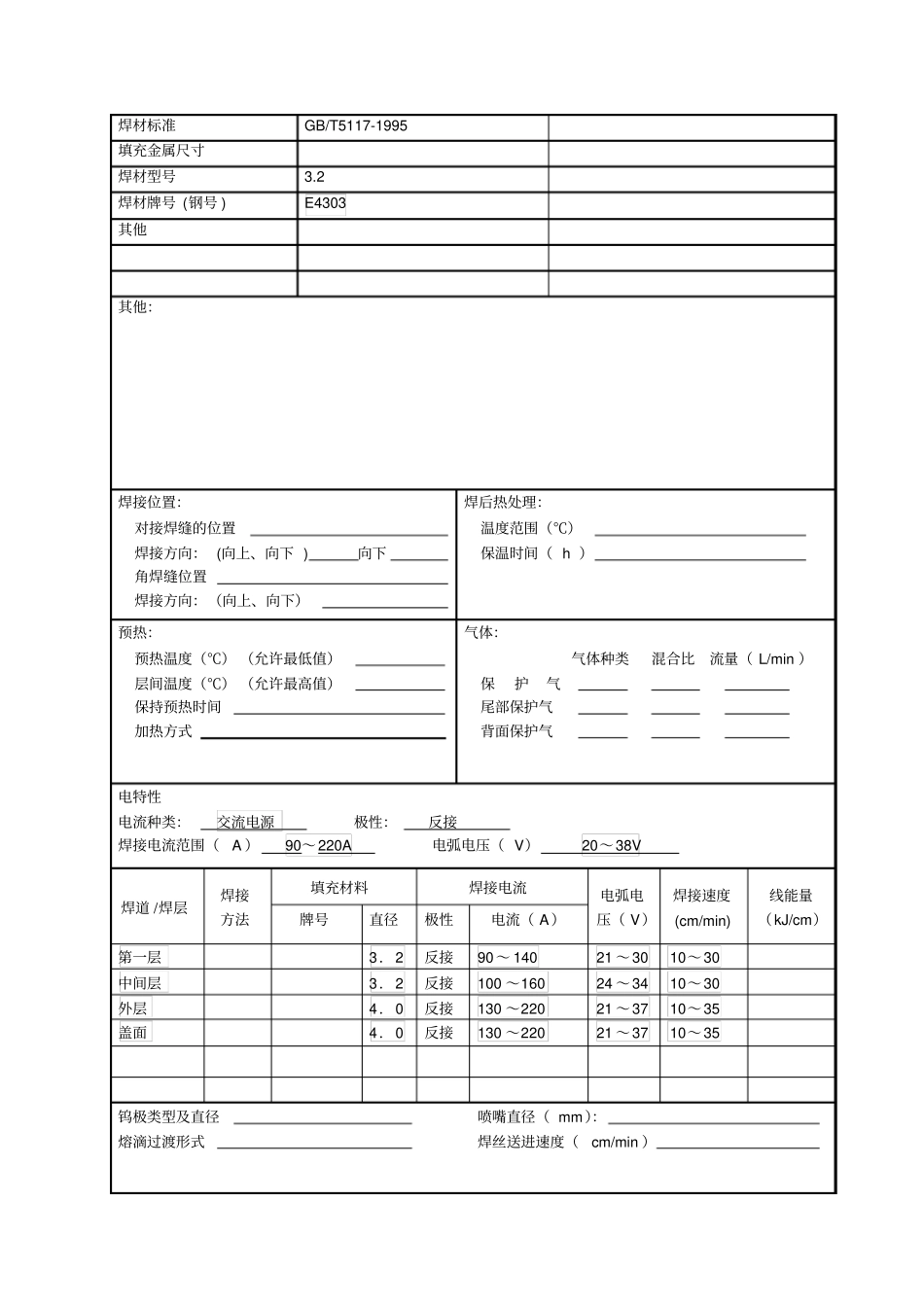
5~12mm(T2)角焊缝其他焊接材料:焊材类别碳素钢焊条焊材标准GB/T5117-1995填充金属尺寸焊材型号3
2焊材牌号(钢号)E4303其他其他:焊接位置:对接焊缝的位置焊接方向:(向上、向下)向下角焊缝位置焊接方向:(向上、向下)焊后热处理:温度范围(℃)保温时间(h)预热:预热温度(℃)(允许最低值)层间温度(℃)(允许最高值)保持预热时间加热方式气体:气体种类混合比流量(L/min)保护气尾部保护气背面保护气电特性电流种类:交流电源极性:反接焊接电流范围(A)90~220A电弧电压(V)20~38V焊道/焊层焊接方法填充材料焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径极性电流(A)第一层3.2反接90~14021~3010~30中间层3.2反接100~16024~3410~30外层4.0反接130~22021~3710~35盖面4.0反接130~22021~3710~35钨极类型及直径喷嘴直径(mm):熔滴过渡形式焊丝送进速度(cm/min)技术