锆钢复合板反应器的制造实践万建春郑世平王建刘生海(南京斯迈柯特种金属装备股份有限公司,南京211102)摘要:介绍了锆钢复合板反应器制造过程中的一些关键工艺措施和质量控制要点,以此保证设备的加工质量
关键词:锆钢复合板反应器制造1概述在掌握先进的甲醇羰基化法合成醋酸、醋酐工艺技术之后,伴随天然气和新型煤化工的蓬勃发展,醋酸、醋酐已成为近年来有机原料的投资热点,国内多个天然气或煤化工基地都以碳一—化学作为重要的产业链,新建或扩建了多套醋酸、醋酐项目,在这些项目的工艺过程中,锆钢复合板设备占有较大的比重,其中反应器又是其核心设备
量要求高等特点
通过调研,以前只有部分国外公司和国内个别企业具有相应制造业绩,通过对已投用情况的了解,都出现过不同程度的泄漏
针对该反应器的技术特点和可靠性要求,本次在为国内某公司醋酐项目制造锆钢复合板反应器过程中,通过技术分析,工艺试验,方案比较,对制造过程中的关键工序采取了必要的工艺和质量控制措施,从而达到了加工质量要求
以下就此进行扼要阐述,希望起到交流借鉴作用
2主体用复合板要求2
1原材料的要求锆钢复合板中R60702复层板应满足ASMESB551/SB551M标准的规定,TA1过渡层板应满足GB/T3621标准的规定,Q345基层板应满足GB713标准正火板的规定
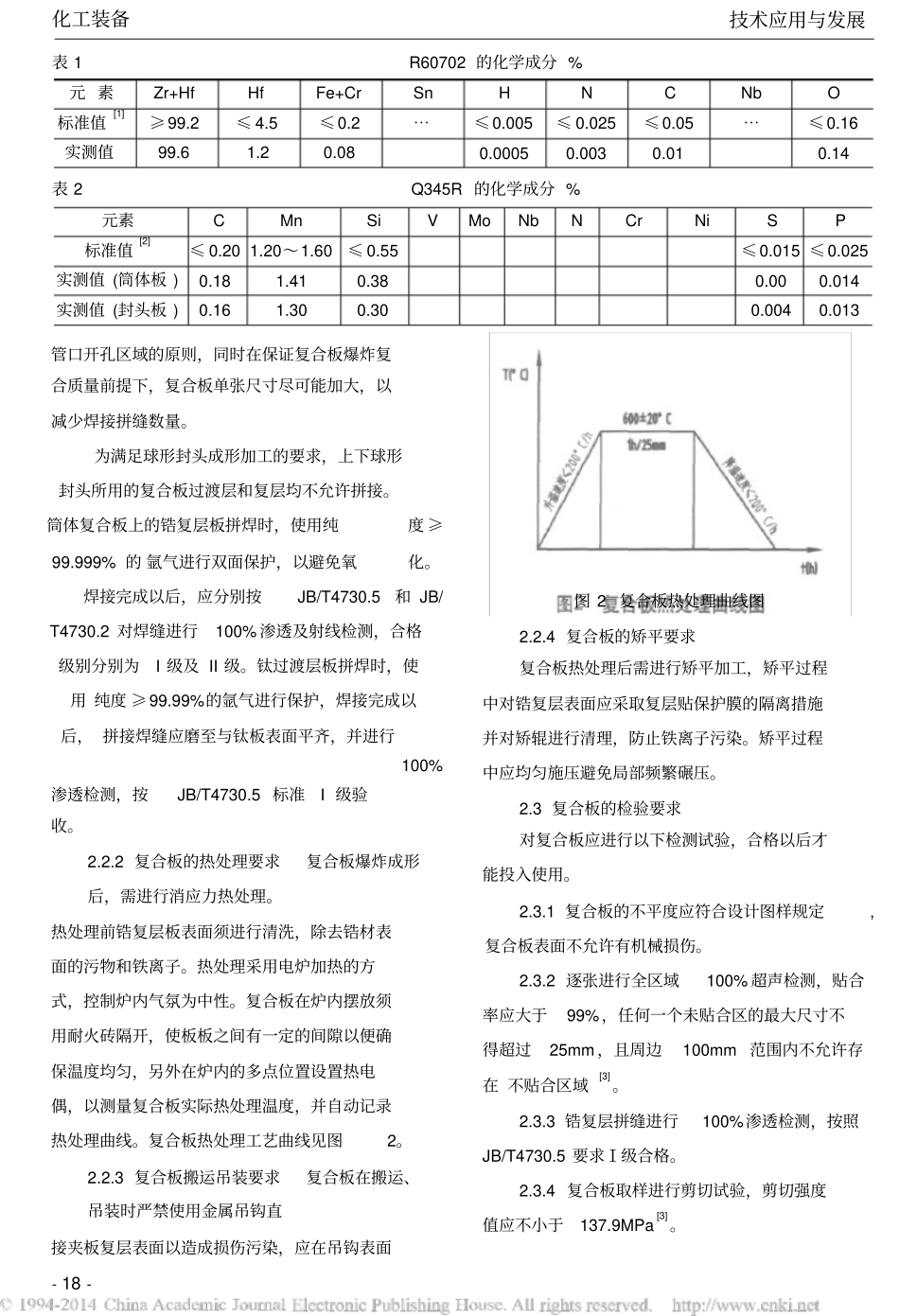
爆炸复合前对复层板和基层板材料进行了力学性能和化学成分复验,其中化学成分复验结果分别见表1、表2
此外,基层板逐张进行了超声检测,满足JB/T4730
3的Ⅰ级要求
2复合板爆炸复合前的加工要求锆钢复合板采用三层爆炸复合的形式,交货状态要求为退火状态
1复合板原材料的拼接要求首先根据反应器的结构尺寸、管口方位、内件的焊接位置及加工工艺要求进行用料排版,确定主体所需复合板的数量及每张复合板规格尺寸
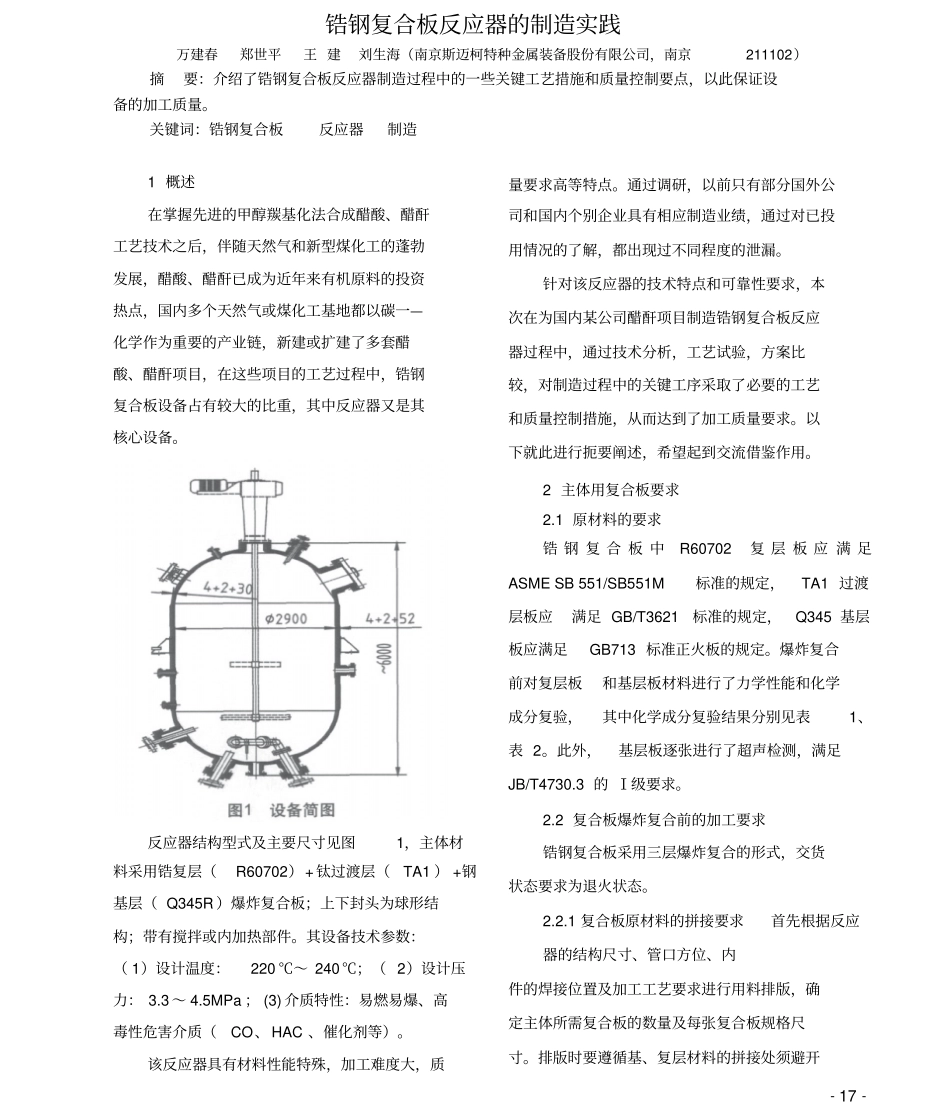
排版时要遵循基、复层材料的拼接处须避开反应器结构型式及主要尺寸见图1,主