项目六:综合件编程与加工——双线螺纹车削刘凌湖南省石油化工技工学校【复习导入】知识回顾:结合普车加工经验,讨论并回答以下问题:在普车加工中车削多线螺纹与车削单线螺纹的不同之处
螺纹切削指令有哪些
螺纹复合循环指令G76的格式
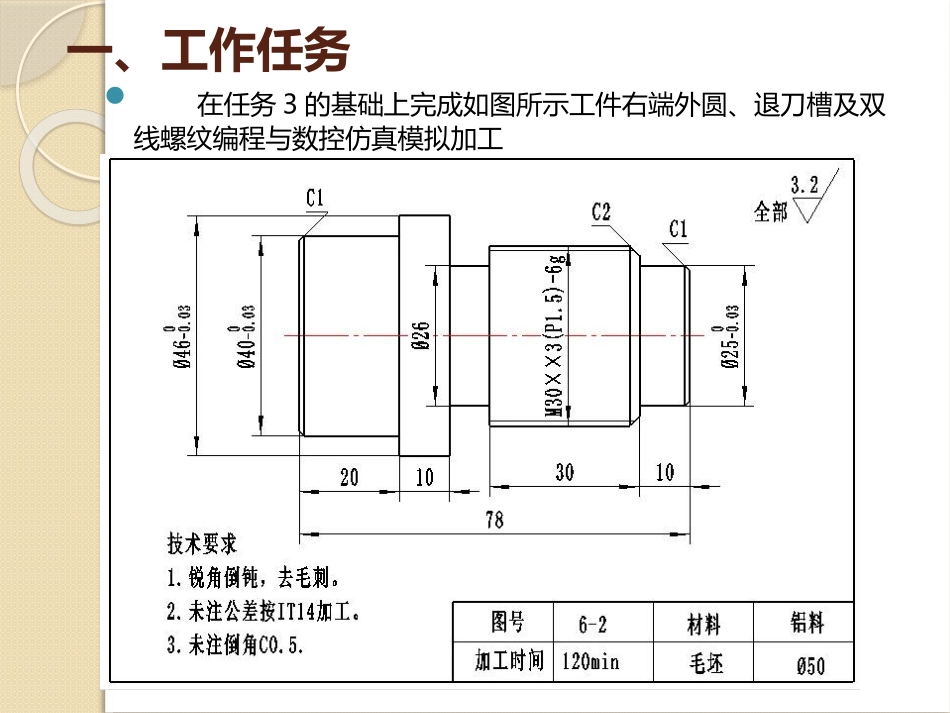
一、工作任务在任务3的基础上完成如图所示工件右端外圆、退刀槽及双线螺纹编程与数控仿真模拟加工二、相关理论单线螺纹:沿一条螺旋线形成的螺纹多线螺纹:沿两条或两条以上,且在轴向等距分布的螺旋线形成的螺纹,叫做多线螺纹螺距与导程螺距:螺纹上相邻两牙在中径线上对应两点之间的轴向距离P为螺距
导程:同一条螺纹上相邻两牙在中径线上对应两点之间的轴向距离Ph称为导程
(一)分析零件图样1
图样分析该零件由外圆、槽、双线螺纹组成,尺寸精度要求较高,表面粗糙度全部3
识读螺纹标记,明确加工要求根据螺纹标记,确定图样中零件右端外螺纹公称直径______的普通细牙螺纹,导程______,_____线,右旋,________________为6g
三、【任务实施】1、确定装夹方案工件毛坯为φ50钢料,采用三爪卡盘进行装夹,夹外圆φ40,加工工件右端φ28,螺纹外圆,切槽,车螺纹
(二)工艺分析与确定加工方案2、刀具选用(学生填写刀具卡)刀具号刀具名称加工表面备注T010190度外圆车刀外轮廓粗精车T0202切槽刀切槽、切断W=4mmT030360度螺纹刀M27×2螺纹3、工艺路线(学生填写工艺卡)工步号工步内容切削用量备注转速nr/min进给量F(mm/r)切削深度ap(mm_1装夹毛坯工件,车端面5000
11手动2粗车左端外轮廓,留1mm精车余量
313精车左端外轮廓至图样尺寸要求10000
54调头夹外圆φ40,车端面定总长
粗车右端外轮廓,留1mm精车余量
500/10000
55精车右端外轮廓图样尺寸要求5000