机器人控制系统:CRP-S80VIV2RTEXETHERCAT11月11日版本后均可使用激光跟踪器:创想智控MINI版激光跟踪器准备工作:焊枪安装可靠TCP精度校验(3以内)一
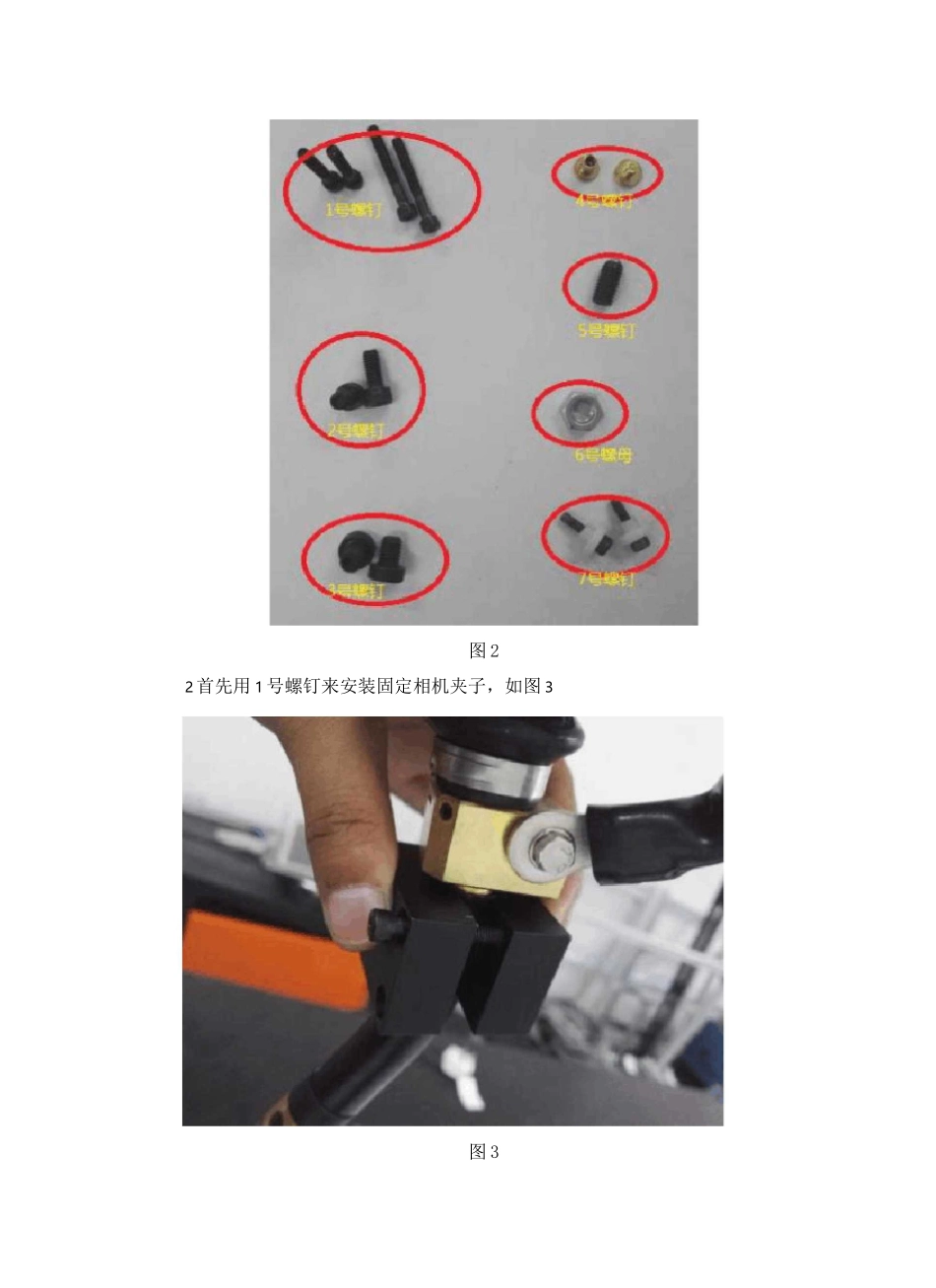
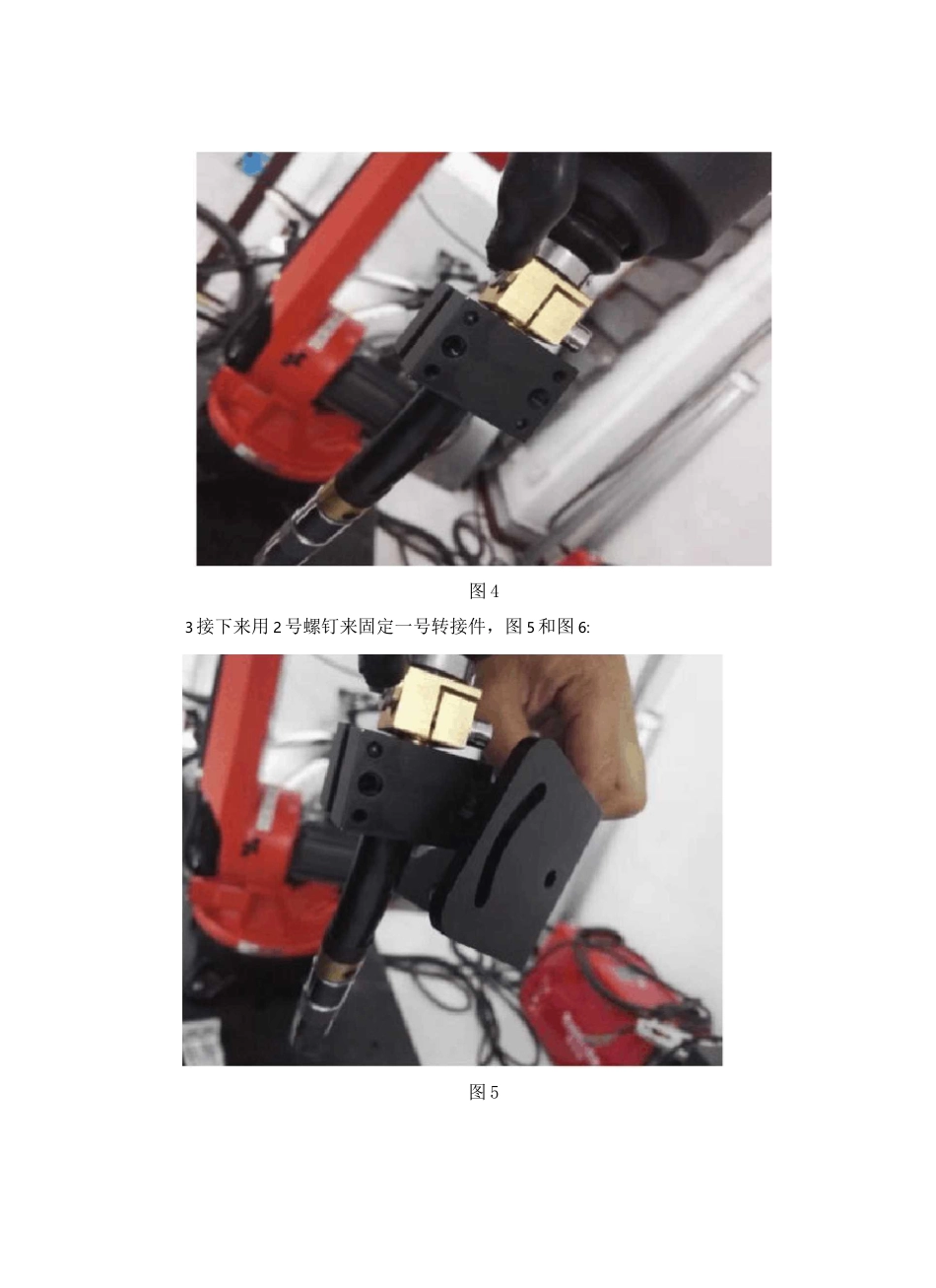
安装步骤机器人相机转接件固定步骤顺序如下,如果转接件已完成安装此步骤可以忽略:1安装过程中所要用到的主要部件:转接件和备用的电源、网线和连接螺钉如下图1和2:图1图22首先用1号螺钉来安装固定相机夹子,如图3图3图43接下来用2号螺钉来固定一号转接件,图5和图6:图5图64用3号螺钉来固定二号转接件,如图7和图8:图7图85固定挡护板用4号螺钉、5号螺钉和6号螺母,如图9、图10、图11和图12:图9图10图11图12i焊呛要垂于工前置距离20ms^30ms图6固定相机用7号螺钉加塑料钉套,如图13:图137最后调整转接件的固定位置让激光线的出射方向和焊枪的前段是平行的,尽可能的让相机激光线靠近焊枪且挡弧板不接触到焊枪头
推荐的激光线到焊枪出丝位置的距离为20-30mm
如图14:8用将适配器给相机供电、用网线和电脑连接起来,如图15:图159通过调节各个自由度来使图16中的焊缝(图中水平绿色线为实际焊缝)对齐水平红线,激光束(图中竖直白线为实际激光束)对齐垂直红线
图16图17图18在调节激光跟踪器位置时,可以通过图17、18来改变跟踪器自由度
使之能和软件界面上的辅助线尽量重合
图17中的方框①可以调节跟踪器高度以及激光和焊缝的垂直关系(也就是图16中垂直红线和激光束的关系)
②可以调节水平红线,当绿线和红线重合时,激光线中心刚好在焊缝中心位置(不一定要完全重合)
18图中的③可用于调前置距离
调节顺序一般是:先固定③,再调整①,再调②
每次固定时不要完全拧紧,可以留一些余量,方便后期微调
至此,硬件安装部分已结束,在安装时要注意焊枪和跟踪器的位置,不要影响到焊枪姿态的变化,注意避免碰到外部工件