铸造:第一章铸造工艺基础8
试用下面异形梁铸钢件分析其热应力的形成原因,并用虚线表示出铸件的变形方向
p49形成原因:壁厚不均匀
铸造:第三章砂型铸造5
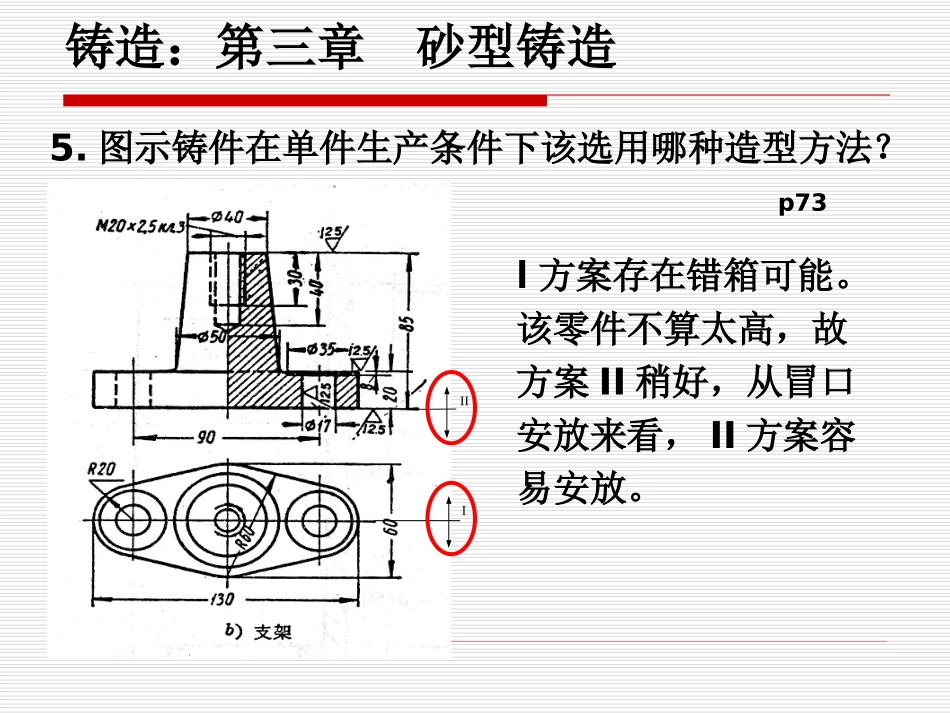
图示铸件在单件生产条件下该选用哪种造型方法
IIII方案存在错箱可能
该零件不算太高,故方案II稍好,从冒口安放来看,II方案容易安放
p73III铸造:第三章砂型铸造5
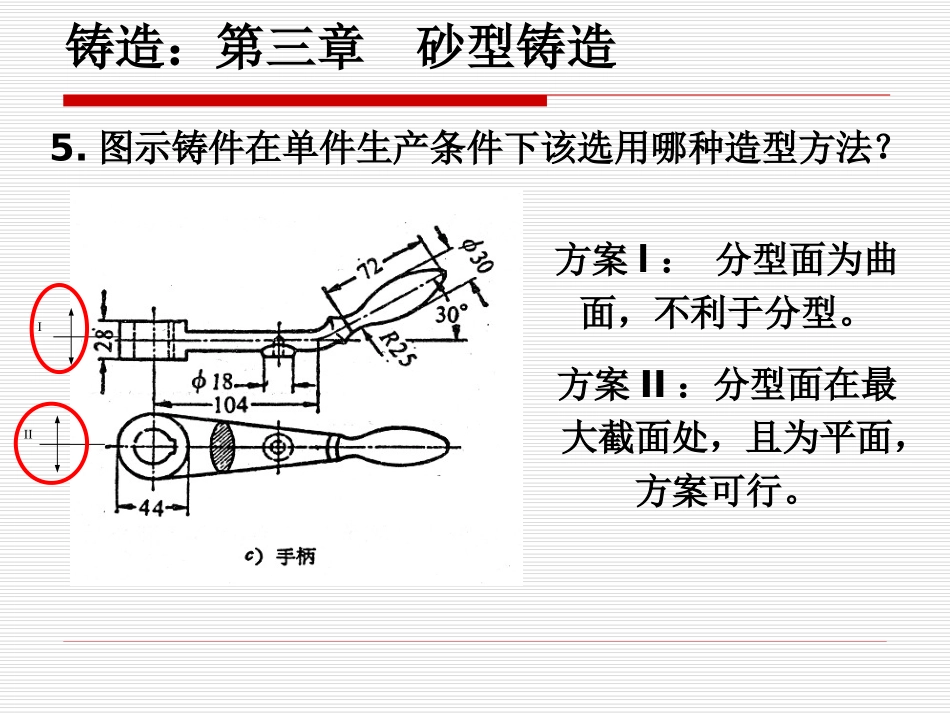
图示铸件在单件生产条件下该选用哪种造型方法
方案I:分型面为曲面,不利于分型
方案II:分型面在最大截面处,且为平面,方案可行
III铸造:第三章砂型铸造5
图示铸件在单件生产条件下该选用哪种造型方法
两方案均可,但型芯头形状不同
III铸造:第三章砂型铸造6
图示铸件有几种分型方案
在大批量生产中应选择哪种方案
应采用方案I,方案II型芯稳定,但φ40凸台妨碍拔模
p73铸造:第三章砂型铸造6
图示铸件有几种分型方案
在大批量生产中应选择哪种方案
应采用方案III,方案I需要活块,且下面活块难以取出;方案II需要挖砂
IIIIIIp73铸造:第四章砂型铸件的结构设计2
什么是铸件的结构斜度
它与起模斜度有何不同
图示铸件的结构是否合理
在零件设计中所确定的非加工表面斜度为结构斜度
而在绘制铸造工艺图中加在垂直分型面的侧面所具有的斜度称为起模斜度,以使工艺简化和保证铸件质量
p81铸造:第四章砂型铸件的结构设计6
为什么铸件要有结构圆角
图示铸件上哪些圆角不够合理
p81铸造:第四章砂型铸件的结构设计7
下图所示的支架件在大批量生产中该如何改进其设计才能使铸造工艺得以简化
尽量避免铸件起模方向存有外部侧凹,以便于起模
p81铸造:第四章砂型铸件的结构设计9
试用内接圆方法确定下图所示铸件的热节部位
在保证尺寸H的前提下如何使铸件的壁厚尽量均匀
p81铸造:第四章砂型铸件的结构设计10
分析下图中砂箱箱带的两种结构各有何优缺点