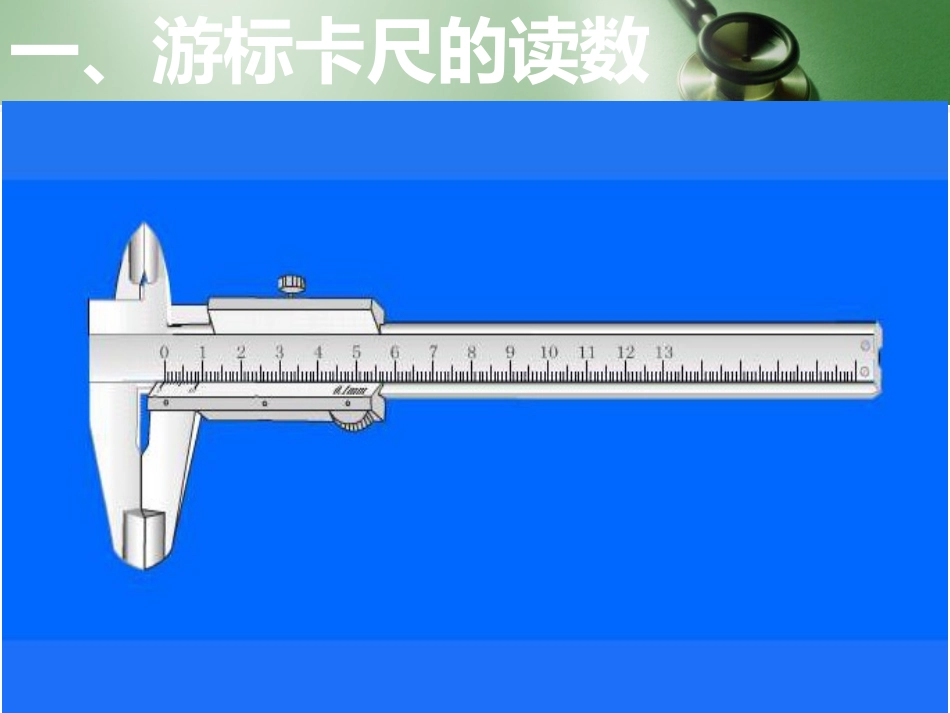
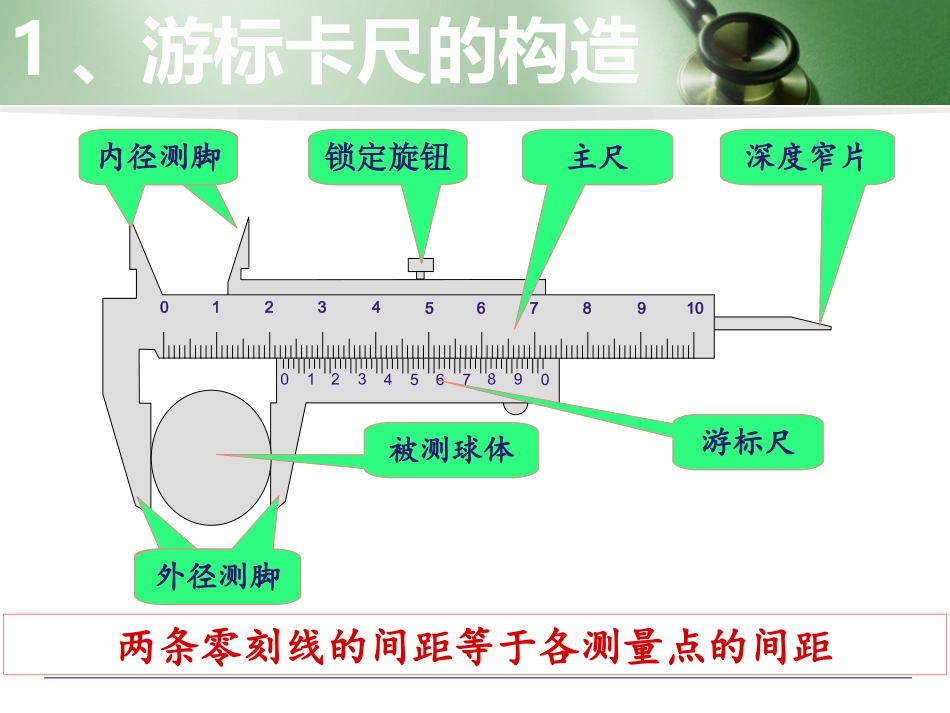
游标卡尺与螺旋测微器的读数一、游标卡尺的读数1、游标卡尺的构造01234567890012345678910游标尺主尺外径测脚深度窄片内径测脚被测球体锁定旋钮两条零刻线的间距等于各测量点的间距2、游标卡尺的分类05100110分度的游标尺将主尺的9小格(9毫米)长度平均分成10份,游标尺的每小格即为0
9毫米,比主尺相应小0
1毫米,即精度为0
1毫米,根据游标尺和主尺的刻度错位可测量不足一毫米的长度2、游标卡尺的分类01020012320分度的游标尺将主尺的19小格19毫米长度平均分成20份,游标尺的每小格即为0
95毫米,比主尺相应小0
05毫米,即精度为0
05毫米,根据游标尺和主尺的刻度错位可测量不足一毫米的长度2、游标卡尺的分类0123456789001234567891050分度的游标尺将主尺的49小格49毫米长度平均分成50份,游标尺的每小格即为0
98毫米,比主尺相应小0
02毫米,即精度为0
02毫米,根据游标尺和主尺的刻度错位可测量不足一毫米的长度3、游标卡尺的使用①、握尺方法:用手握住主尺,四个手指抓紧,大姆指按在游标尺的右下侧半圆轮上,并用大姆指轻轻移动游标使活动量爪能卡紧被测物体,略旋紧固定螺钉,再进行读数
②、注意事项:a、用量爪卡紧物体时,用力不能太大,否则会使测量不准确,并容易损坏卡尺
卡尺测量不宜在工件上随意滑动,防止量爪面磨损
b、卡尺使用完毕,要擦干净后,将两尺零线对齐,检查零点误差有否变化,再小心放入卡尺专用盒内,存放在干燥的地方
4、游标卡尺的刻度读数1
从游标尺的零刻度线对准的主尺位置,读出主尺毫米刻度值(取整毫米为整数X)2
找出游标尺的第几(n)刻线和主尺上某一刻线对齐,则游标读数为:n×精度(精度由游标尺的分度决定)3
总测量长度为:L=X+n×精度4、游标卡尺的刻度读数0102005102+9×0
9mm这个读数是