简单平面轮廓加工江苏省丹阳中等专业学校葛新刚复习导入活动一:倒圆角指令格式
偏移指令格式
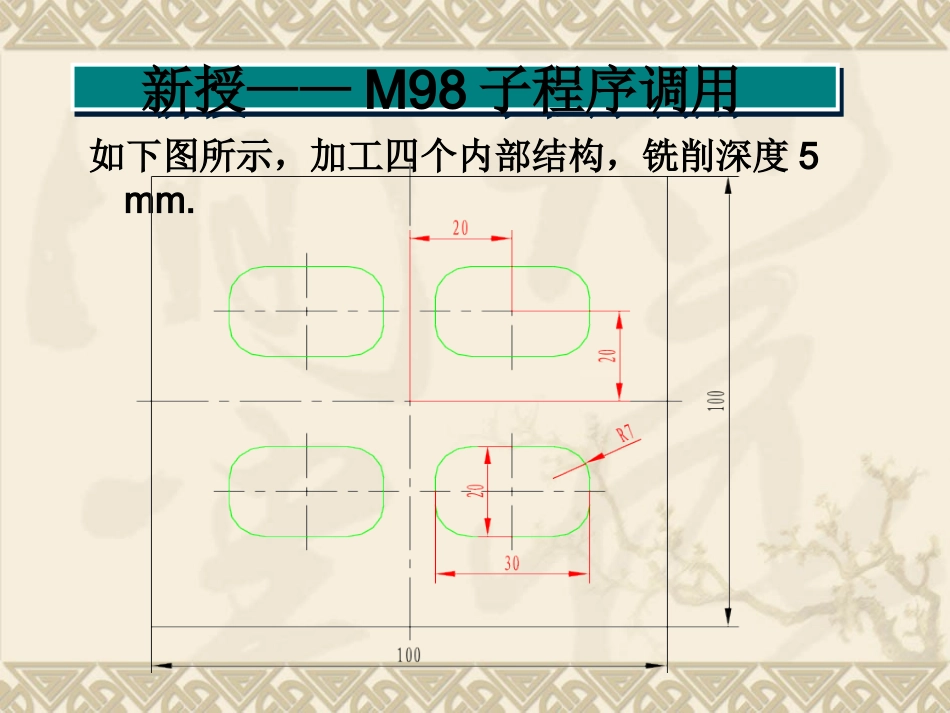
如下图所示,加工四个内部结构,铣削深度5mm
新授——M98子程序调用新授——M98子程序调用知识准备:一、M98指令指令格式:M98P****二、M99指令指令说明:P后四位数字:子程序程序号M98:调用子程序
(用于主程序里面)M99:结束子程序
(用于子程序里面)注意项:程序号应位于1~9999之间;例如,O1234
o1236G90G80G49G40;G54G0X0Y0;Z100;M3S1500;Z5;G52X20Y20;M98P1237;G52X-20Y20;M98P1237;G52X-20Y-20;M98P1237;G52X20Y-20;M98P1237;G50X0Y0;G91G28Z0;M5;M30;活动二:编写零件主程序O1237G0X0Y0;G1Z-5F60;G41D1X-8Y-2F150;G3X0Y-10R8;G1X15,R7;倒圆角Y10,R7;X-15,R7;Y-10,R7;X0;G3X8Y-2R8;G40G1X0Y0;G0Z5;抬刀M99;结束子程序活动三:编写子程序看零件加工视频活动四:分组讨论子程序调用适用于什么场合
活动五:小结这节课你学到了什么知识
还有哪些疑问