线切割实训主要内容一、特种加工:亦称“非传统加工”或“现代加工方法”,泛指用电能、热能、光能、电化学能、化学能、声能及特殊机械能等能量达到去除或增加材料的加工方法,从而实现材料被去除、变形 、改变性能或被镀覆等
二、电火花加工`:利用电火花加工原理加工导电材料的特种加工
又称电蚀加工
电火花加工主要用于加工各种高硬度的材料(如硬质合金和淬火钢等)和复杂形状的模具、零件,以及切割、开槽和去除折断在工件孔内的工具(如钻头和丝锥)等
三、电火花加工机床通常分为电火花成型机床、电火花线切割机床和电火花磨削机床,以及各种专门用途的电火花加工机床,如加工小孔、螺纹环规和异形孔纺丝板等的电火花加工机床
四、电火花线切割加工:电火花线切割加工是电火花加工的一个分支,是一种直接利用电能和热能进行加工的工艺方法,它用一根移动着的导线(电极丝)作为工具电极对工件进行切割,故称线切割加工
线切割加工中,工件和电极丝的相对运动是由数字控制实现的,故又称为数控电火花线切割加工,简称线切割加工
(1)按走丝速度分:可分为慢速走丝方式和高速走丝方式线切割机床
(2)按加工特点分:可分为大、中、小型以及普通直壁切割型与锥度切割型线切割机床
(3)按脉冲电源形式分:可分为RC电源、晶体管电源、分组脉冲电源及自适应控制电源线切割机床
五、线切割加工:快走丝国内慢走丝,国外生产和使用的主要机型同类比较:无论加精度和加工表面粗糙度,还是加工效率,高走丝与低走丝电为花线切割相比均存在明显差异,国仙 95%以上的线切割机床都已采用数控化
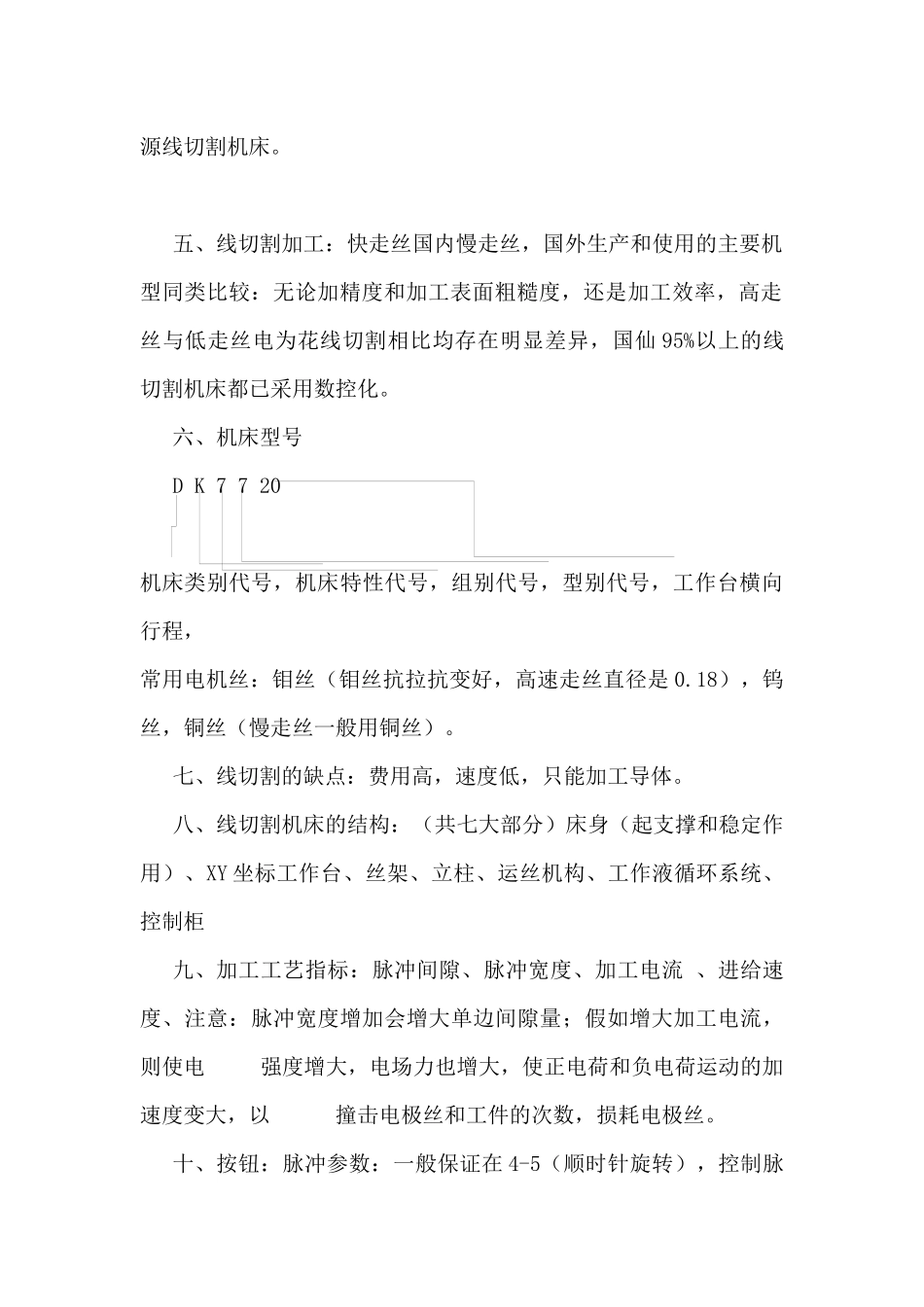
六、机床型号D K 7 7 20机床类别代号,机床特性代号,组别代号,型别代号,工作台横向行程,常用电机丝:钼丝(钼丝抗拉抗变好,高速走丝直径是 0
18),钨丝,铜丝(慢走丝一般用铜丝)
七、线切割的缺点:费用高,速度低,只能加工导体
八、线切割机床的结构:(共七大部分)床身