模具保養作業指導書 章節修訂記錄表修訂日期修 訂 類 別 版本版次總頁數修訂內容簡要修訂者增加刪除異動廢止2009/04/20√A/15修改保養沖次量封丁文編製審核核准2009/05/13√A/25增加項目 6 保養管理辦法以及修改 5
2 各項公差封丁文2009/09/01√A/35增加 6
3 內容陳榮傑2009/11/24√√A/45修改、增加保養管理辦法6
2 內容陳榮傑2010/6/6√B/15增加模具保養記錄表鄧峰1
1 使模具常保最佳被使用狀態
2 避免模具使用時
造成的品質問題
範圍適用於模具的管理與保養
權責 本作業標準由模具課技術人員執行
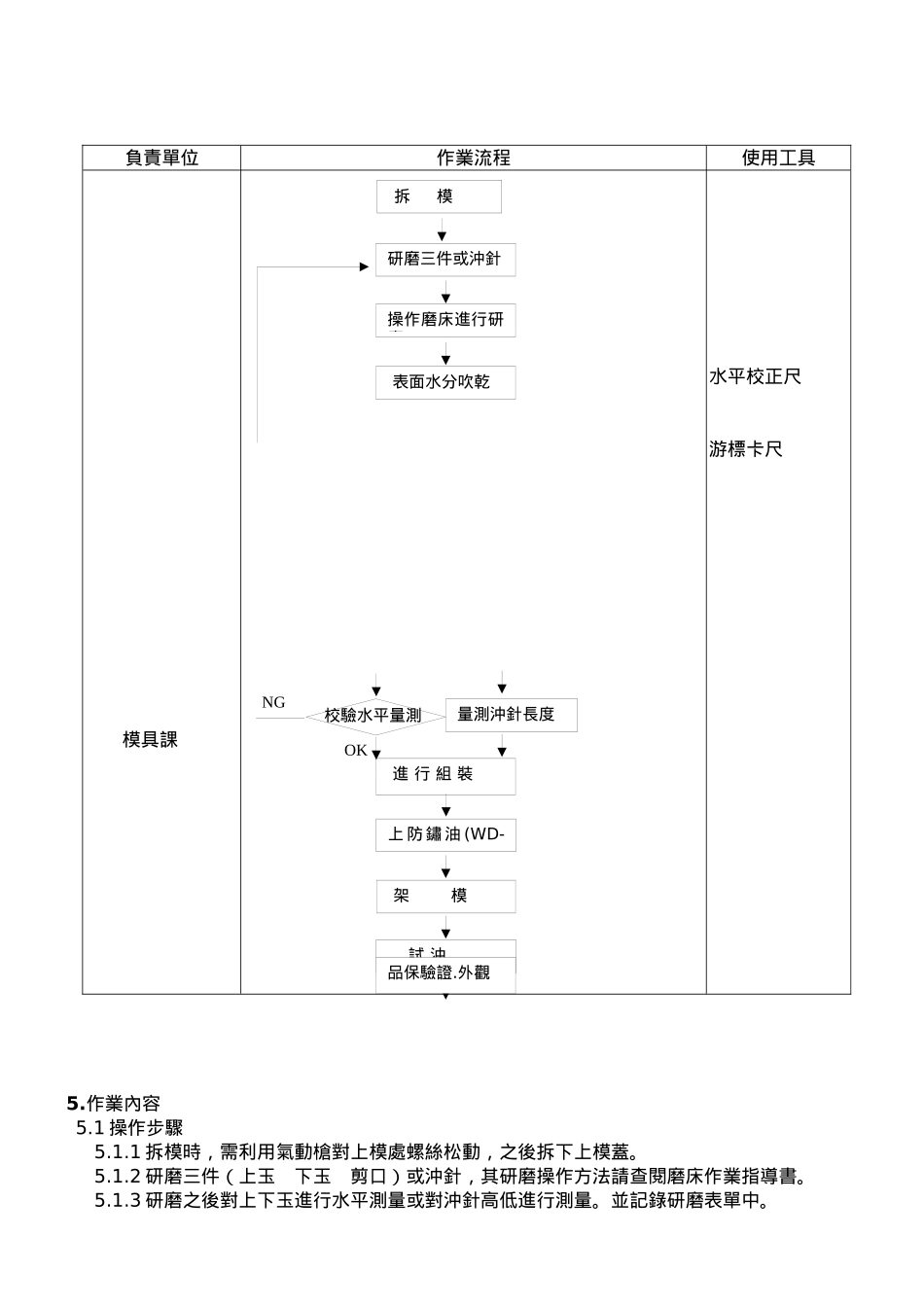
作業流程 流程圖負責單位作業流程使用工具模具課 水平校正尺游標卡尺5
1 操作步驟 5
1 拆模時,需利用氣動槍對上模處螺絲松動,之後拆下上模蓋
2 研磨三件(上玉下玉剪口)或沖針,其研磨操作方法請查閱磨床作業指導書
3 研磨之後對上下玉進行水平測量或對沖針高低進行測量
並記錄研磨表單中
研磨三件或沖針 表面水分吹乾校驗水平量測 進 行 組 裝 上 防 鏽 油 (WD-4) 拆模 試 沖 架模操作磨床進行研磨品保驗證
外觀量測沖針長度OKNG5
4 進行組裝,對模具部件進行組裝,並用氣動槍對上模螺絲鎖住
5 上防銹油,主要是模具內部零件進行防銹之功效
6 試沖板對研磨保養過後的模具,品保進行機構確認,同時也對外觀確認
7 品保確認無誤後,由模具課將結果記錄於模具管制卡
模具結構<圖 1-2> 5
1 結構 5
2 結構作用5
1 模蓋:模蓋位於模具的最上方,模蓋是模具中第一個受沖床動力的部位
也是動力的來源
同時模蓋也是一個固定部位
其厚度為 34+5/-5MM(一般)