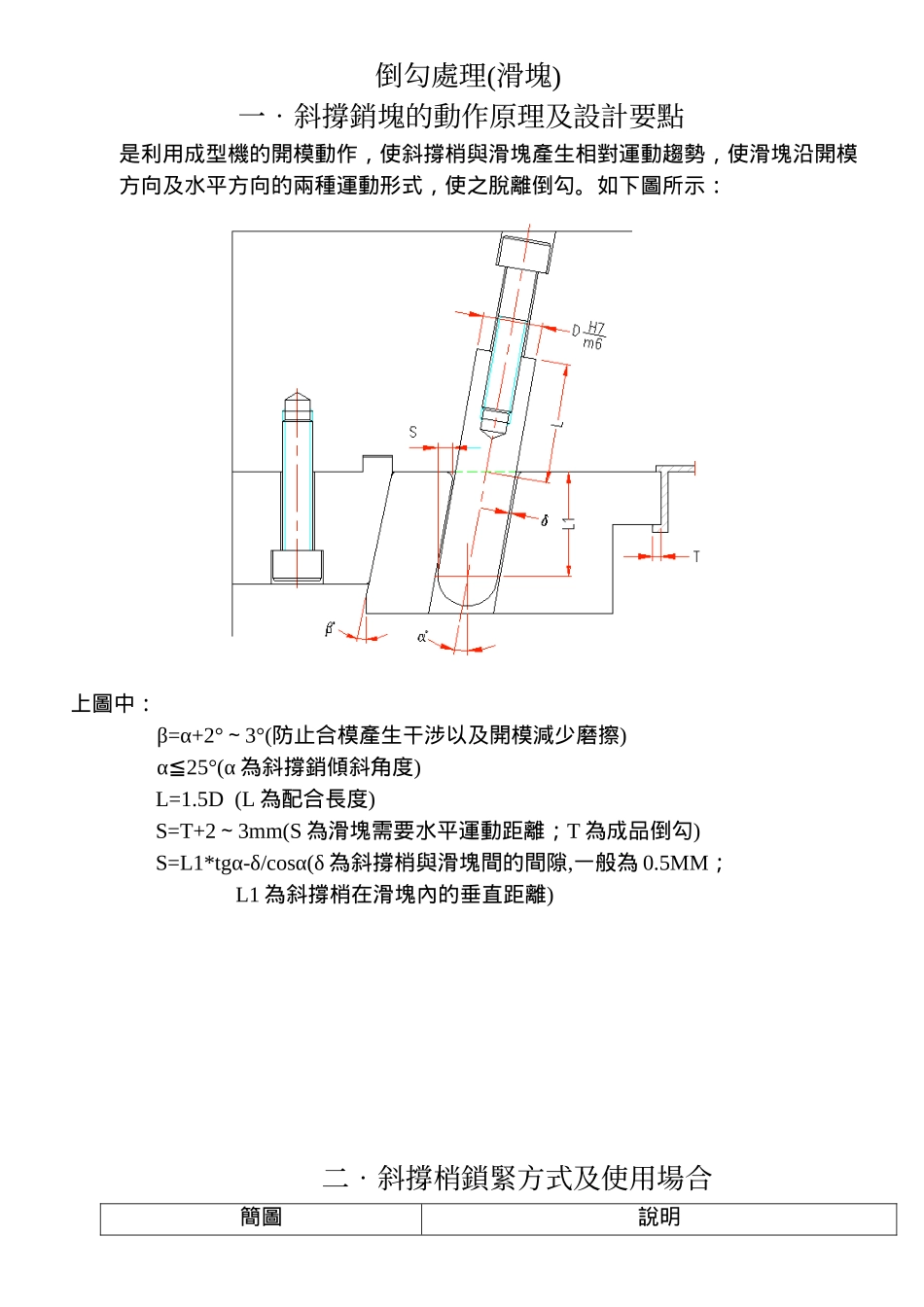
倒勾處理(滑塊)一‧斜撐銷塊的動作原理及設計要點是利用成型機的開模動作,使斜撐梢與滑塊產生相對運動趨勢,使滑塊沿開模方向及水平方向的兩種運動形式,使之脫離倒勾
如下圖所示:上圖中:β=α+2°~3°(防止合模產生干涉以及開模減少磨擦)α≦25°(α 為斜撐銷傾斜角度)L=1
5D (L 為配合長度)S=T+2~3mm(S 為滑塊需要水平運動距離;T 為成品倒勾)S=L1*tgα-δ/cosα(δ 為斜撐梢與滑塊間的間隙,一般為 0
5MM; L1 為斜撐梢在滑塊內的垂直距離)二‧斜撐梢鎖緊方式及使用場合簡圖說明適宜用在模板較薄且上固定板與母模板不分開的情況下配合面較長,穩定較好適宜用在模板厚、模具空間大的情況下且兩板模、三板模均可使用配合面 L≧1
5D(D 為斜撐銷直徑)穩定性較好適宜用在模板較厚的情況下且兩板模、三板板均可使用,配合面 L≧1
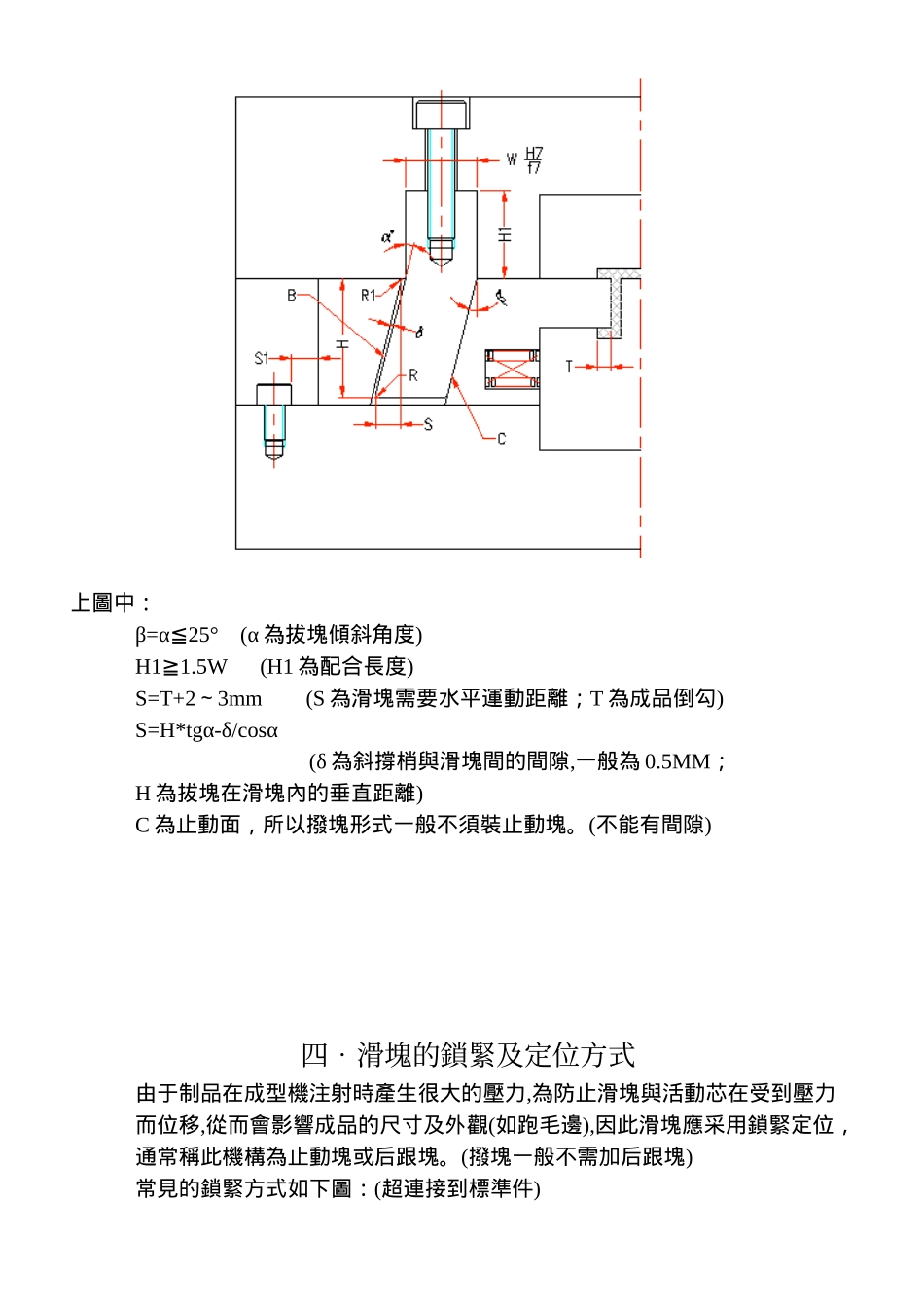
5D(D 為斜撐銷直徑)穩定性不好適宜用在模板較薄且上固定板與母模板可分開的情況下配合面較長,穩定較好‧三 拔塊動作原理及設計要點 是利用成型機的開模動作,使拔塊與滑塊產生相對運動趨勢,撥動面 B 撥動滑塊使滑塊沿開模方向及水平方向的兩種運動形式,使之脫離倒勾
如下圖所示:上圖中:β=α≦25° (α 為拔塊傾斜角度)H1≧1
5W (H1 為配合長度)S=T+2~3mm (S 為滑塊需要水平運動距離;T 為成品倒勾)S=H*tgα-δ/cosα(δ 為斜撐梢與滑塊間的間隙,一般為 0
5MM;H 為拔塊在滑塊內的垂直距離)C 為止動面,所以撥塊形式一般不須裝止動塊
(不能有間隙)四‧滑塊的鎖緊及定位方式由于制品在成型機注射時產生很大的壓力,為防止滑塊與活動芯在受到壓力而位移,從而會影響成品的尺寸及外觀(如跑毛邊),因此滑塊應采用鎖緊定位,通常稱此機構為止動塊或后跟塊
(撥塊一般不需加后跟塊)常見的鎖緊方式如下圖:(超連接到標準件