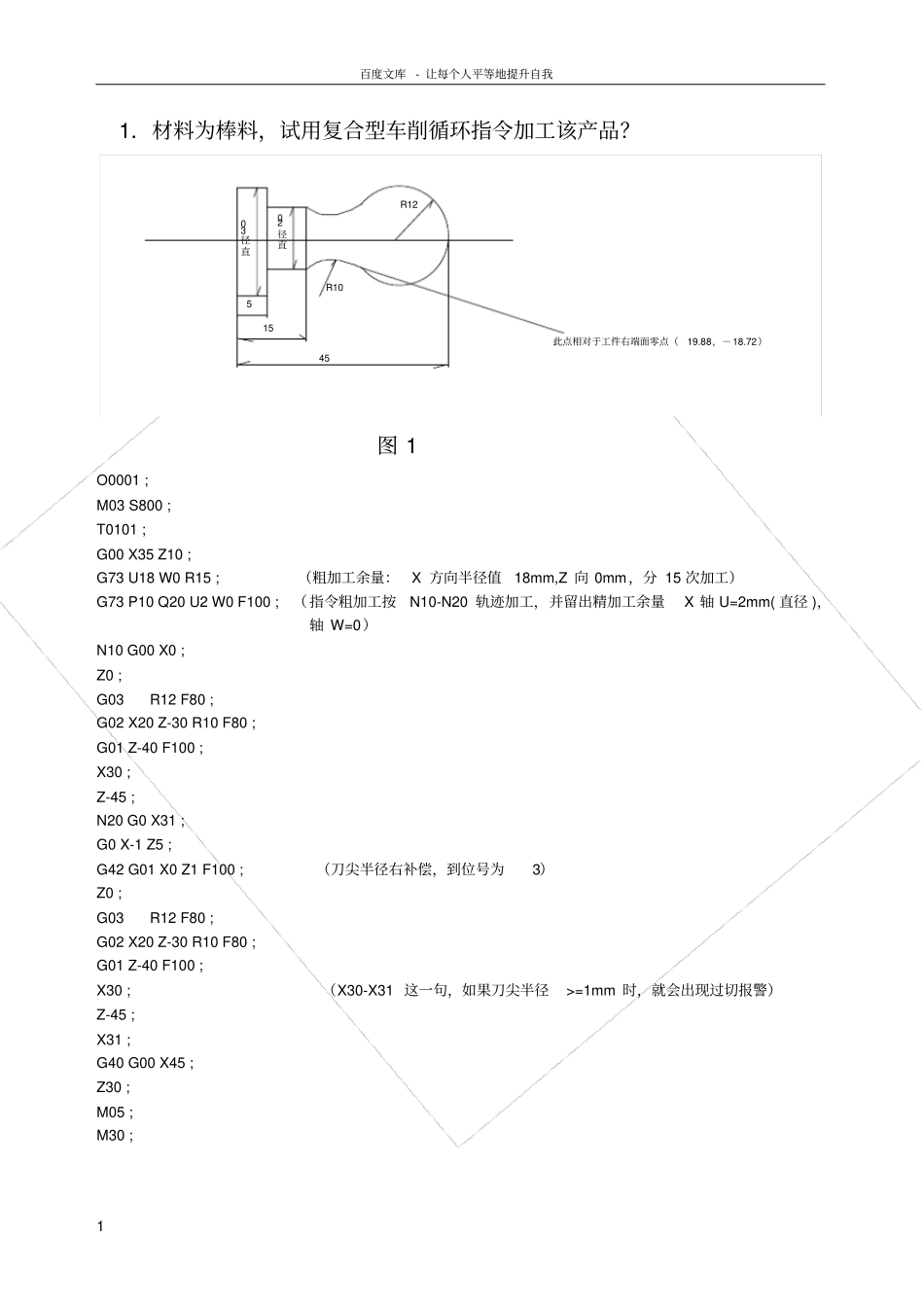
百度文库- 让每个人平等地提升自我1 1.材料为棒料,试用复合型车削循环指令加工该产品
直径30直径20R12515R1045此点相对于工件右端面零点(19
88,-18
72)图 1 O0001 ; M03 S800 ; T0101 ; G00 X35 Z10 ; G73 U18 W0 R15 ; (粗加工余量:X 方向半径值18mm,Z 向 0mm,分 15 次加工)G73 P10 Q20 U2 W0 F100 ; (指令粗加工按N10-N20 轨迹加工,并留出精加工余量X 轴 U=2mm( 直径 ),轴 W=0)N10 G00 X0 ; Z0 ; G03 R12 F80 ; G02 X20 Z-30 R10 F80 ; G01 Z-40 F100 ; X30 ; Z-45 ; N20 G0 X31 ; G0 X-1 Z5 ; G42 G01 X0 Z1 F100 ; (刀尖半径右补偿,到位号为3)Z0 ; G03 R12 F80 ; G02 X20 Z-30 R10 F80 ; G01 Z-40 F100 ; X30 ; (X30-X31 这一句,如果刀尖半径>=1mm 时,就会出现过切报警)Z-45 ; X31 ; G40 G00 X45 ; Z30 ; M05 ; M30 ; 百度文库- 让每个人平等地提升自我2 2.材料为棒料,加工下图的螺纹工件
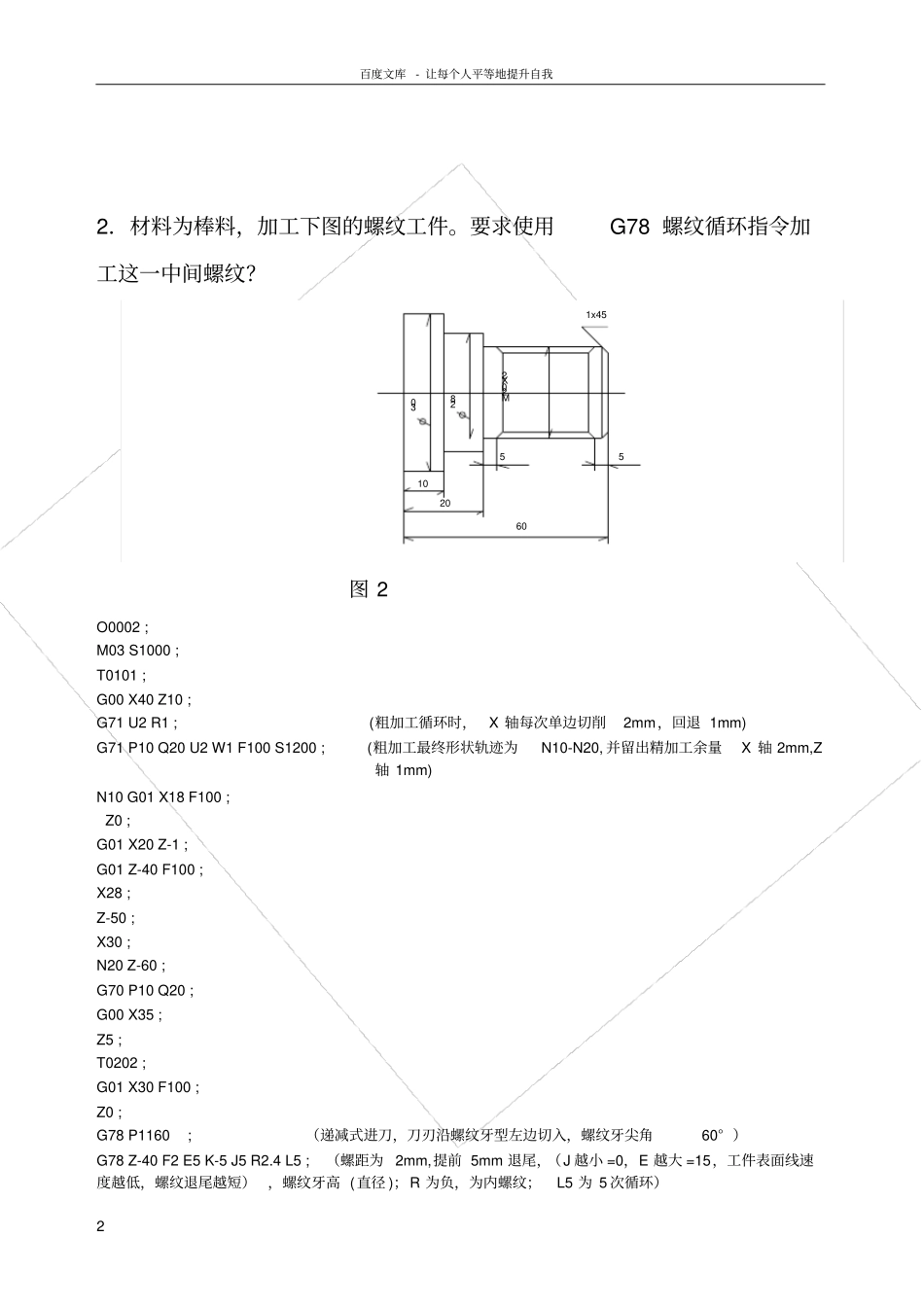
要求使用G78 螺纹循环指令加工这一中间螺纹
3028M20X21020601x4555图 2 O0002 ; M03 S1000 ; T0101 ; G00 X40 Z10 ; G71 U2 R1 ; (粗加工循环时,X 轴每次单边切削2mm,回退 1mm) G71 P10 Q20 U2 W1 F100 S1200 ; (粗加工最终形状轨迹为N10-N20, 并留出精加工余量X 轴 2mm,Z轴 1mm) N10 G