作者:重庆大学 张毅 郭钢 徐宗俊摘要:对铁氧体磁性材料的加工工艺进行了研究,根据大量的试验结果,分析了振动夹具磨削铁氧体零件时影响表面粗糙度的主要因素
采用合理的砂轮材料和粒度、切削用量、振动频率和振幅等,可获得最佳的表面粗糙度值
由于硬脆材料具有很高的硬度、强度及良好的耐热性、低的导热性和热膨胀性,其应用范围越来越广
世界很多国家非常重视其开发和研究
硬脆材料加工方法的研究是关系到它应用前景的重要课题之一
目前,硬脆材料的加工,基本上都是应用金刚石砂轮在高精度的平面磨床上磨削加工,其生产效率、表面质量等存在一些问题,需要进一步研究新的加工方法
因此,我们提出在精密磨床上安装振动工作台,通过带动工件振动磨削
振动磨削时,在一个周期内,磨粒随时改变切削方向,并多方面地参加切削,形成一种“多刃磨削”过程,使工件表面切痕彼此交织,形成低的表面粗糙度值,而且磨粒由于砂轮或工件附加了振动,实际形成一种脉冲切削,磨粒更易破碎,不断形成新的磨刃,在砂轮工作表面上,有效磨粒和磨粒的有效磨刃数也都显著增加,提高了磨具的切削能力,也提高了磨削质量和效率
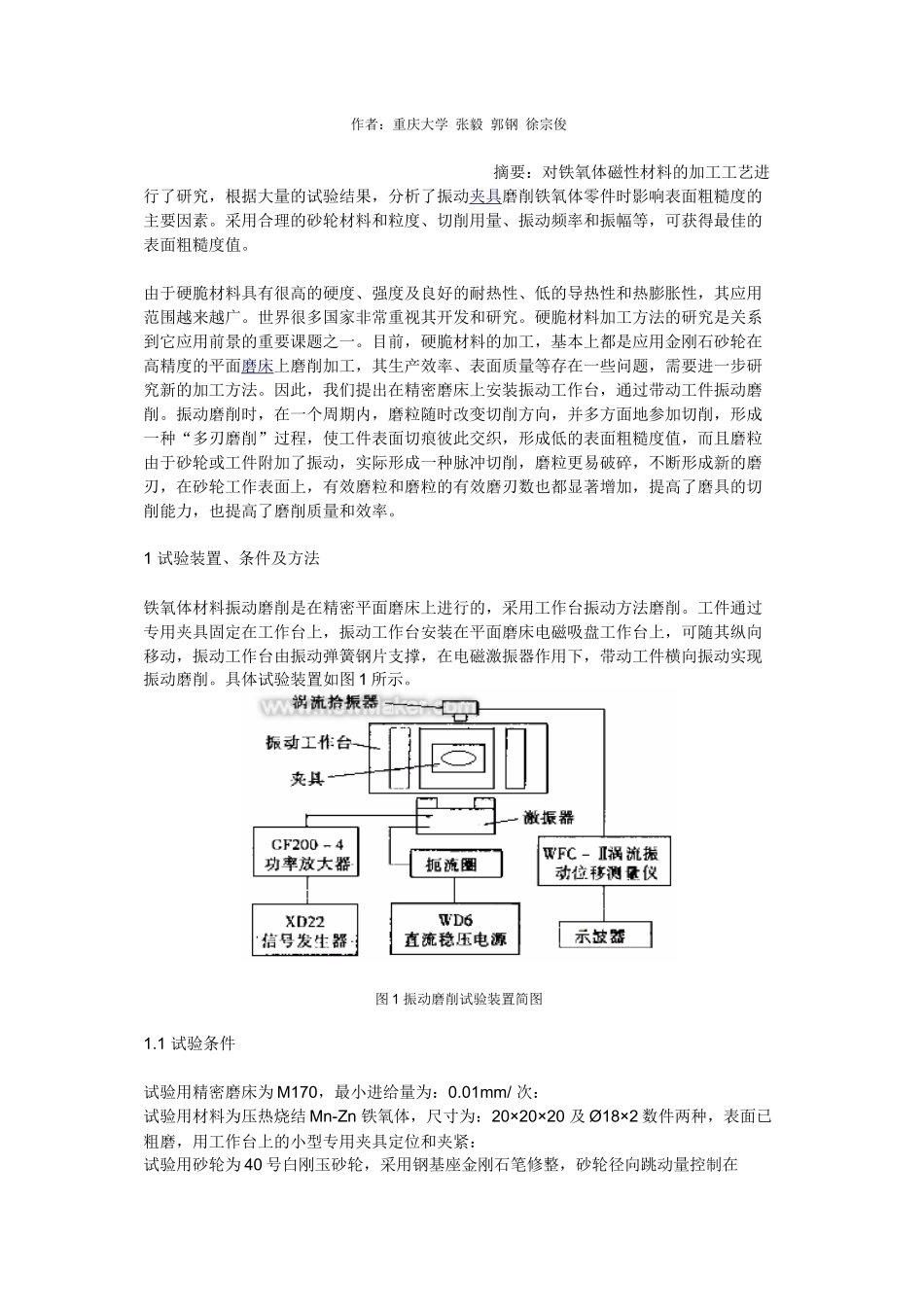
1 试验装置、条件及方法 铁氧体材料振动磨削是在精密平面磨床上进行的,采用工作台振动方法磨削
工件通过专用夹具固定在工作台上,振动工作台安装在平面磨床电磁吸盘工作台上,可随其纵向移动,振动工作台由振动弹簧钢片支撑,在电磁激振器作用下,带动工件横向振动实现振动磨削
具体试验装置如图 1 所示
图 1 振动磨削试验装置简图1
1 试验条件 试验用精密磨床为 M170,最小进给量为:0
01mm/ 次: 试验用材料为压热烧结 Mn-Zn 铁氧体,尺寸为:20×20×20 及 Ø18×2 数件两种,表面已粗磨,用工作台上的小型专用夹具定位和夹紧: 试验用砂轮为 40 号白刚玉砂轮,采用钢基座金刚石笔修整,砂轮径向跳动量控制在0
01mm 之内: