〔产品数据〕冲裁凸模的强度计算在冲裁加工中,有时会发生凸模刃部折损和肩部破损等问题
这些问题大多是由于零件的技术数据不足,以及冲裁工具的材质和形状选择错误所引起的
为了减少这些问题,并考虑到工具钢的疲劳强度和肩部的应力集中等,本页列出了正确使用凸模的基准
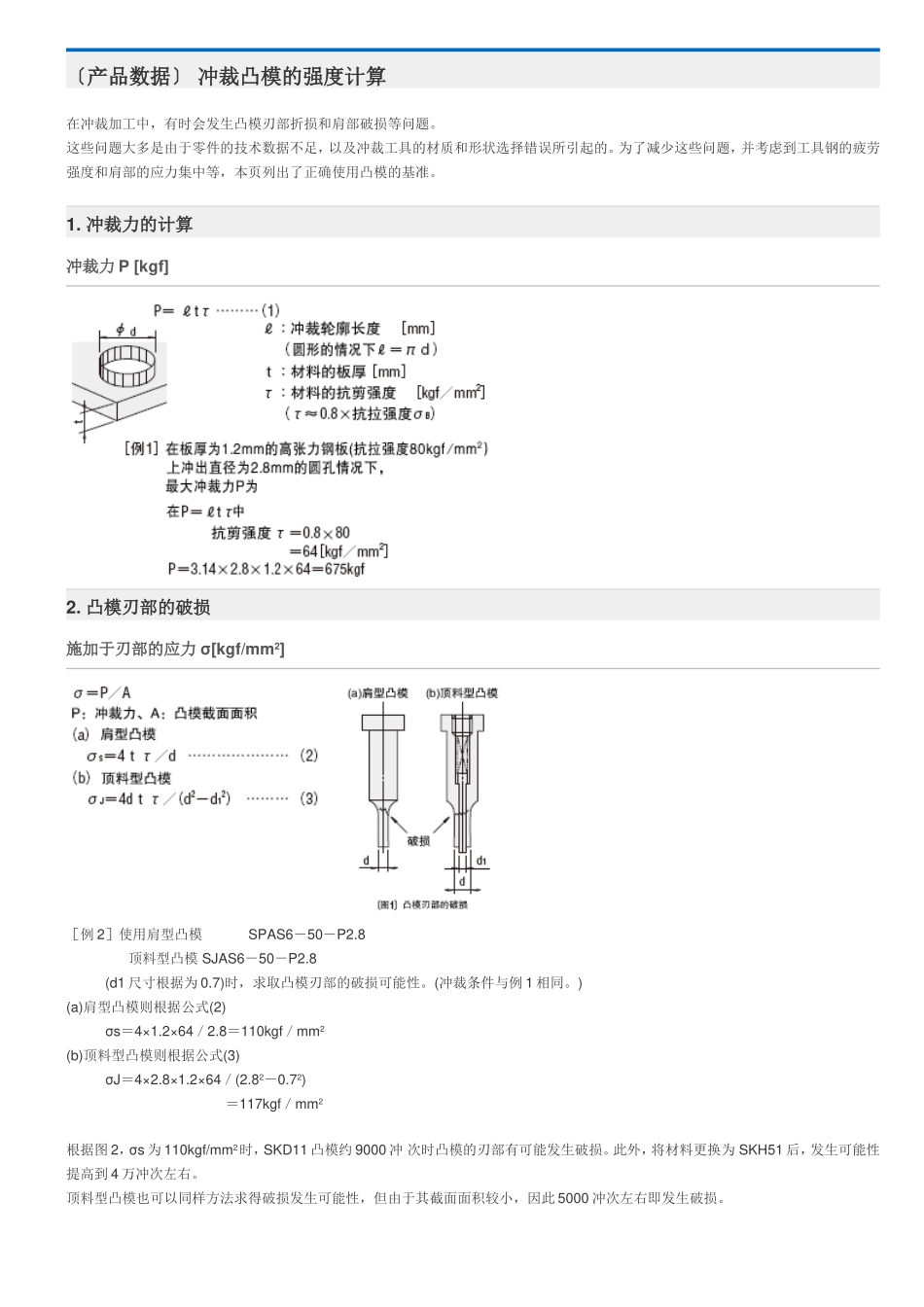
冲裁力的计算冲裁力P[kgf]2
凸模刃部的破损施加于刃部的应力σ[kgf/mm2][例2]使用肩型凸模SPAS6-50-P2
8顶料型凸模SJAS6-50-P2
8(d1尺寸根据为0
7)时,求取凸模刃部的破损可能性
(冲裁条件与例1相同
)(a)肩型凸模则根据公式(2)σs=4×1
2×64/2
8=110kgf/mm2(b)顶料型凸模则根据公式(3)σJ=4×2
2×64/(2
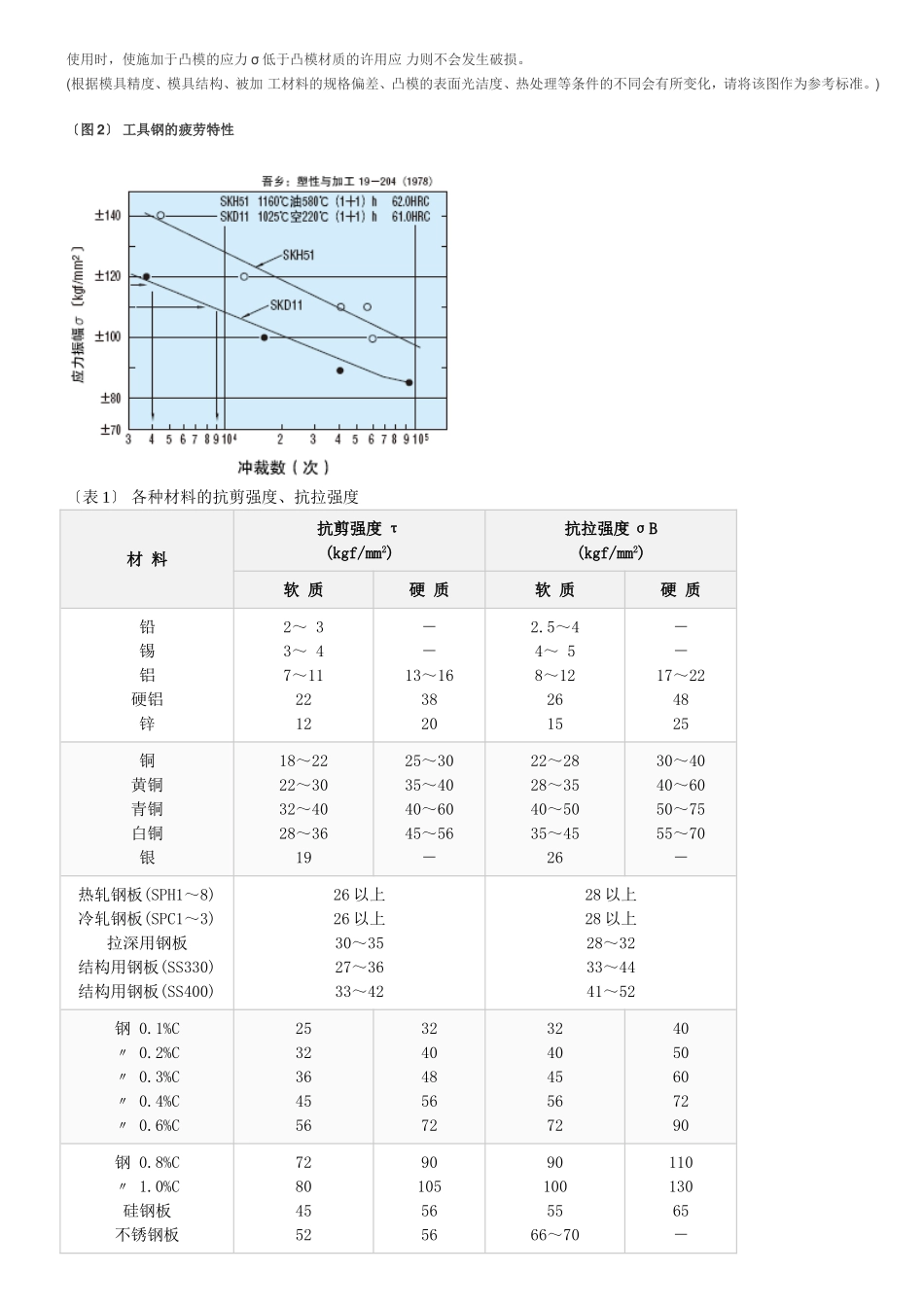
72)=117kgf/mm2根据图2,σs为110kgf/mm2时,SKD11凸模约9000冲次时凸模的刃部有可能发生破损
此外,将材料更换为SKH51后,发生可能性提高到4万冲次左右
顶料型凸模也可以同样方法求得破损发生可能性,但由于其截面面积较小,因此5000冲次左右即发生破损
使用时,使施加于凸模的应力σ低于凸模材质的许用应力则不会发生破损
(根据模具精度、模具结构、被加工材料的规格偏差、凸模的表面光洁度、热处理等条件的不同会有所变化,请将该图作为参考标准
)〔图2〕工具钢的疲劳特性〔表1〕各种材料的抗剪强度、抗拉强度材料抗剪强度τ(kgf/mm2)抗拉强度σB(kgf/mm2)软质硬质软质硬质铅锡铝硬铝锌2~33~47~112212--13~1638202
5~44~58~122615--17~224825铜黄铜青铜白铜银18~2222~3032~4028~361925~3035~4040~6045~56-22~2828~3540~5035~452630~4040~6050~7555~70-热轧钢板(SPH1~8