1 引言我国的模具工业的发展,日益受到人们的重视和关注 在电子、汽车、电机、电器、仪器、仪表、家电和通信等产品中,6O% 一 8O% 的零部件都要依靠模具成形(型)
用模具生产制件所具备的高精度,高复杂程度 高一致性、高生产率和代消耗,是其它加工制造方法所不能比拟的
近几年 我国模具工业一直以每年 1 5% 左右的增长速度发展,2003 年,我国模具总产值超过 400 亿元人民币
现代模具行业是技术、资金密集的行业
它作为重要的生产装备行业在为各行各业服务的同时,也直接为高新技术产业服务
模具是工业生产中使用广泛的基础工艺装备
有人说,现代模具是高技术背景下的工艺密集型工业
模具技术水平的高低,在很大的程度上决定着产品的质量、效益和新产品的开发能力,因此已成为衡量一个国家产品制造水平高低的重要标志
我国模具工业作为一个独立、新型的工业,正处于飞速发展阶段,已经成为国民经济的基础工业之一,其发展前景是十分广阔的
模具的 CAD/CAE/CAM 涉及面广、及多种学科与工业技术于一体,是综合型、技术密集型产品
随着计算机软件的发展和进步,CAD/CAE/CAM 技术也日益成熟,在现代模具中的应用将越来越广泛
可以预料不久的将来,模具制造业将从机械制造业中分离出来.而独立成为国民经济中不可缺少的支柱产业.与此同时.也进一步促进了模具制造技术向集成化、智能化、益人化、高效化方向发展
本设计是小角板零件,材料是 Q235,本次设计采用 AUTO CAD 辅助设计,大大缩短了模具设计过程的工作周期,提高了模具设计的效率
由于本人所学模具知识水平有限,视野狭小,在设计中还存在这样那样的问题和错误,敬请老师批评指正
2 小角板落料冲孔复合模及弯曲模设计2
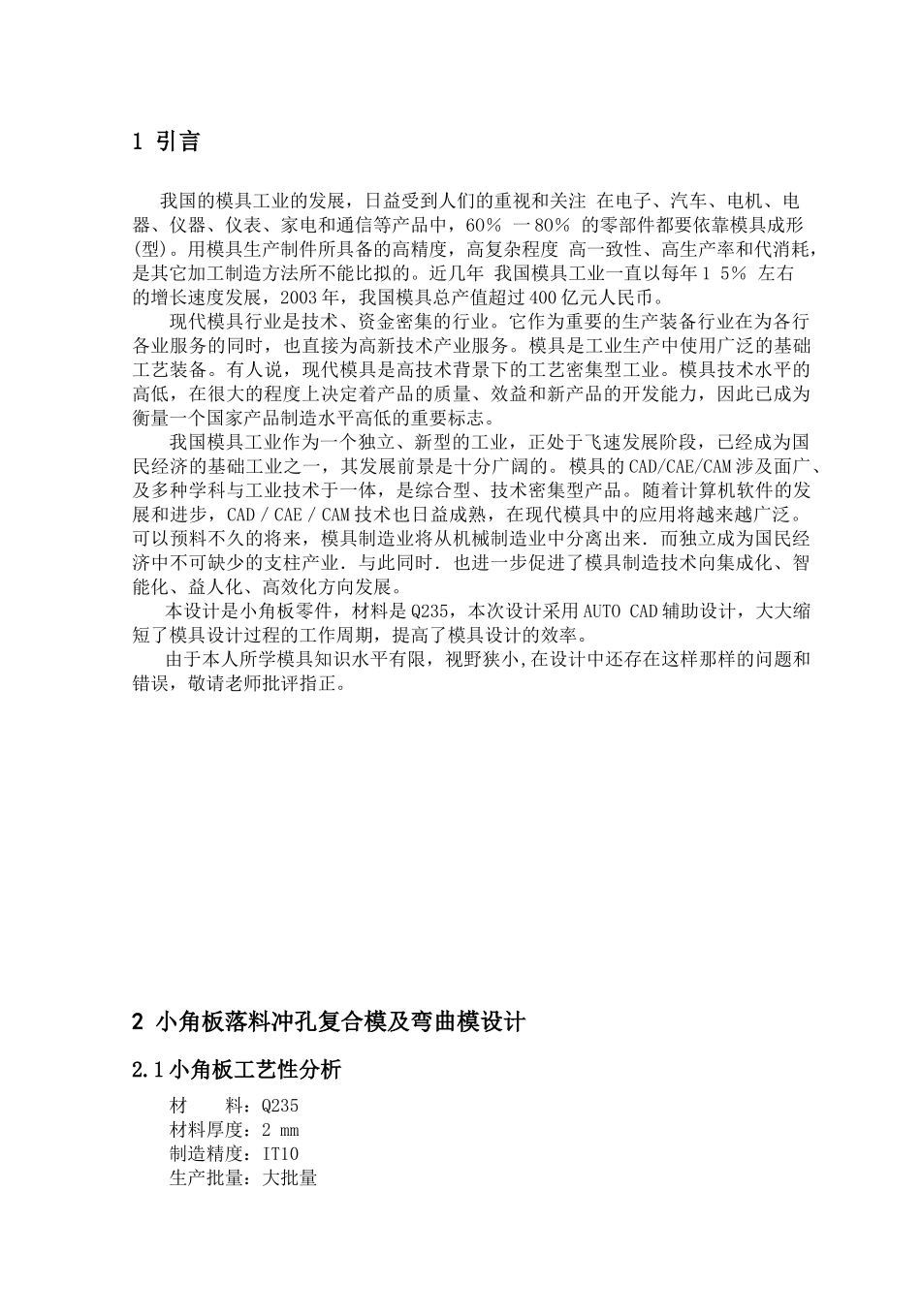
1 小角板工艺性分析材 料:Q235材料厚度:2 mm制造精度:IT10生产批量:大批量零件简图:如图 2
1 所示图 2
1 小角板零件