第一章 注射成型工艺1-1 注射机(P68):(见下一页)1-1-1 结构:包括注射装置、合模装置、液压传动和电气控制系统
1-1-2 分类:常见的三种分类方法如下:1、卧式,立式,直角式
2、通用型,专用型
3、螺杆式,柱塞式
1-1-3 注射机的技术参数:1、额定注射量;2、额定注射压力;3、额定锁模力;4、模具安装尺寸;5、开模行程等
注射机的规格目前世界上尚无同一的标准,我国常采用额定注射量来表示注射机的规格,如 XS-ZY-125 注射机即表示额定注射量为 125cm3,其它字母的意义是:X 指成型,S 指塑料,Z 指注射,Y 指螺杆式注射机
该机具有两侧双顶杆机械推出装置的螺杆式卧式注射机,锁模力 900KN,模具的最大合模行程 300mn,模具最大厚度 300mm,最小厚度 200mm,喷嘴直径 4mm,动、定模固定板尺寸 428×458
四、注射机的选用:1、最大注射量的校核:塑件和水口料总重小于额定注射量的 80%
2、最大锁模力的校核: 胀型力小于额定锁模力的 80%胀型力=制品投影面积 A×模具内压 P(模具内压 P 通常取 20—40MPa
流动性好的塑料取 20 左右,流动性中等的塑料取 30左右,流动性差的塑料取 40 左右
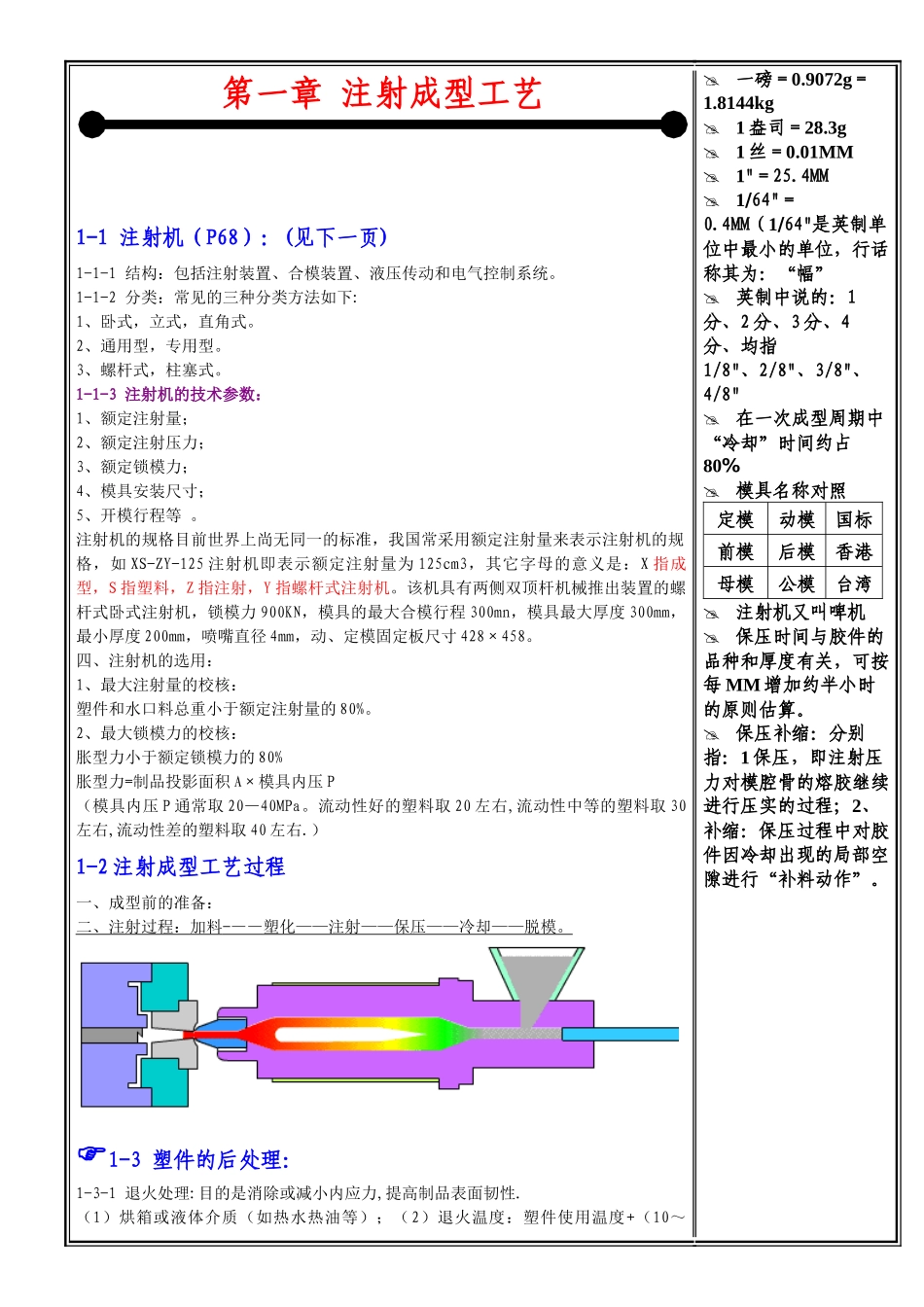
)1-2 注射成型工艺过程一、成型前的准备:二、注射过程:加料 -—— 塑化——注射——保压——冷却——脱模
1-3 塑件的后处理:1-3-1 退火处理:目的是消除或减小内应力,提高制品表面韧性
(1)烘箱或液体介质(如热水热油等);(2)退火温度:塑件使用温度+(10~一磅=0
9072g=1
8144kg1 盎司=28
3g1 丝=0
01MM1"=25
4MM1/64"=0
4MM(1/64"是英制单位中最小的单位,行话称其为:“幅”英制中说的:1分、2 分、3 分、4分、均指1/8"、2/8"、3