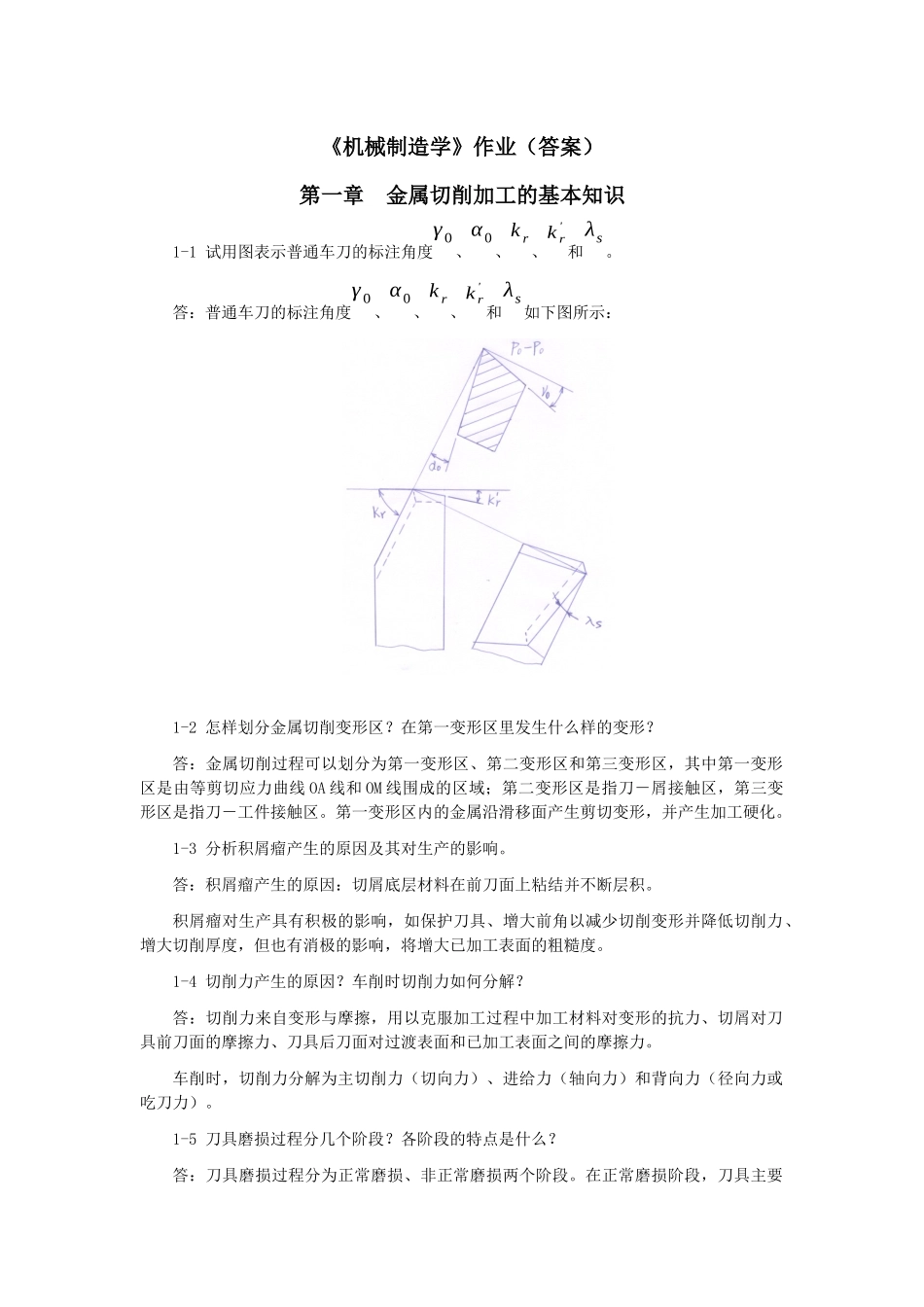
《机械制造学》作业(答案)第一章 金属切削加工的基本知识1-1 试用图表示普通车刀的标注角度γ 0、α 0、k r、k r'和λs
答:普通车刀的标注角度γ 0、α 0、k r、k r'和λs如下图所示:1-2 怎样划分金属切削变形区
在第一变形区里发生什么样的变形
答:金属切削过程可以划分为第一变形区、第二变形区和第三变形区,其中第一变形区是由等剪切应力曲线 OA 线和 OM 线围成的区域;第二变形区是指刀-屑接触区,第三变形区是指刀-工件接触区
第一变形区内的金属沿滑移面产生剪切变形,并产生加工硬化
1-3 分析积屑瘤产生的原因及其对生产的影响
答:积屑瘤产生的原因:切屑底层材料在前刀面上粘结并不断层积
积屑瘤对生产具有积极的影响,如保护刀具、增大前角以减少切削变形并降低切削力、增大切削厚度,但也有消极的影响,将增大已加工表面的粗糙度
1-4 切削力产生的原因
车削时切削力如何分解
答:切削力来自变形与摩擦,用以克服加工过程中加工材料对变形的抗力、切屑对刀具前刀面的摩擦力、刀具后刀面对过渡表面和已加工表面之间的摩擦力
车削时,切削力分解为主切削力(切向力)、进给力(轴向力)和背向力(径向力或吃刀力)
1-5 刀具磨损过程分几个阶段
各阶段的特点是什么
答:刀具磨损过程分为正常磨损、非正常磨损两个阶段
在正常磨损阶段,刀具主要是由于正常磨损而逐渐钝化,按磨损部位的不同分为前刀面磨损、后刀面磨损和前后刀面同时磨损三种形式;在非正常磨损阶段主要是刀具的脆性磨损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损
1-6 什么是工件材料切削加工性
用什么指标来衡量工件材料切削加工性
答:工件材料切削加工性是指工件材料被切削加工的难易程度
常用的衡量材料切削加工性的指标是vT,其含义是:当刀具寿命为 T 时,切削某种材料所允许的切削速度
vT越高,工件的切削加工性越好