Word 资料圆筒形拉深件毛坯尺寸计算2007-10-24 15:39:04|分类:专业知识| 标签:|字号大中小订阅4
2 直壁旋转体零件拉深工艺的设计圆筒形零件是最典型的拉深件,掌握了它的工艺计算方法后,其它零件的工艺计算可以借鉴其计算方法
下面介绍如何计算圆筒形零件毛坯尺寸、拉深次数、半成品尺寸,拉深力和功,以及如何确定模具工作部分的尺寸等
1 圆筒形拉深件毛坯尺寸计算 1
拉深件毛坯尺寸计算的原则( 1)面积相等原则由于拉深前和拉深后材料的体积不变,对于不变薄拉深,假设材料厚度拉深前后不变,拉深毛坯的尺寸按“拉深前毛坯表面积等于拉深后零件的表面积”的原则来确定 (毛坯尺寸确定还可按等体积,等重量原则)
( 2)形状相似原则拉深毛坯的形状一般与拉深件的横截面形状相似
即零件的横截面是圆形、椭圆形时,其拉深前毛坯展开形状也基本上是圆形或椭圆形
对于异形件拉深,其毛坯的周边轮廓必须采用光滑曲线连接,应无急剧的转折和尖角
拉深件毛坯形状的确定和尺寸计算是否正确,不仅直接影响生产过程,而且对冲压件生产有很大的经济意义,因为在冲压零件的总成本中,材料费用一般占到60 %以上
由于拉深材料厚度有公差,板料具有各向异性;模具间隙和摩擦阻力的不一致以及毛坯的定位不准确等原因,拉深后零件的口部将出现凸耳(口部不平 )
为了得到口部平齐, 高度一致的拉深件, 需要拉深后增加切边工序,将不平齐的部分切去
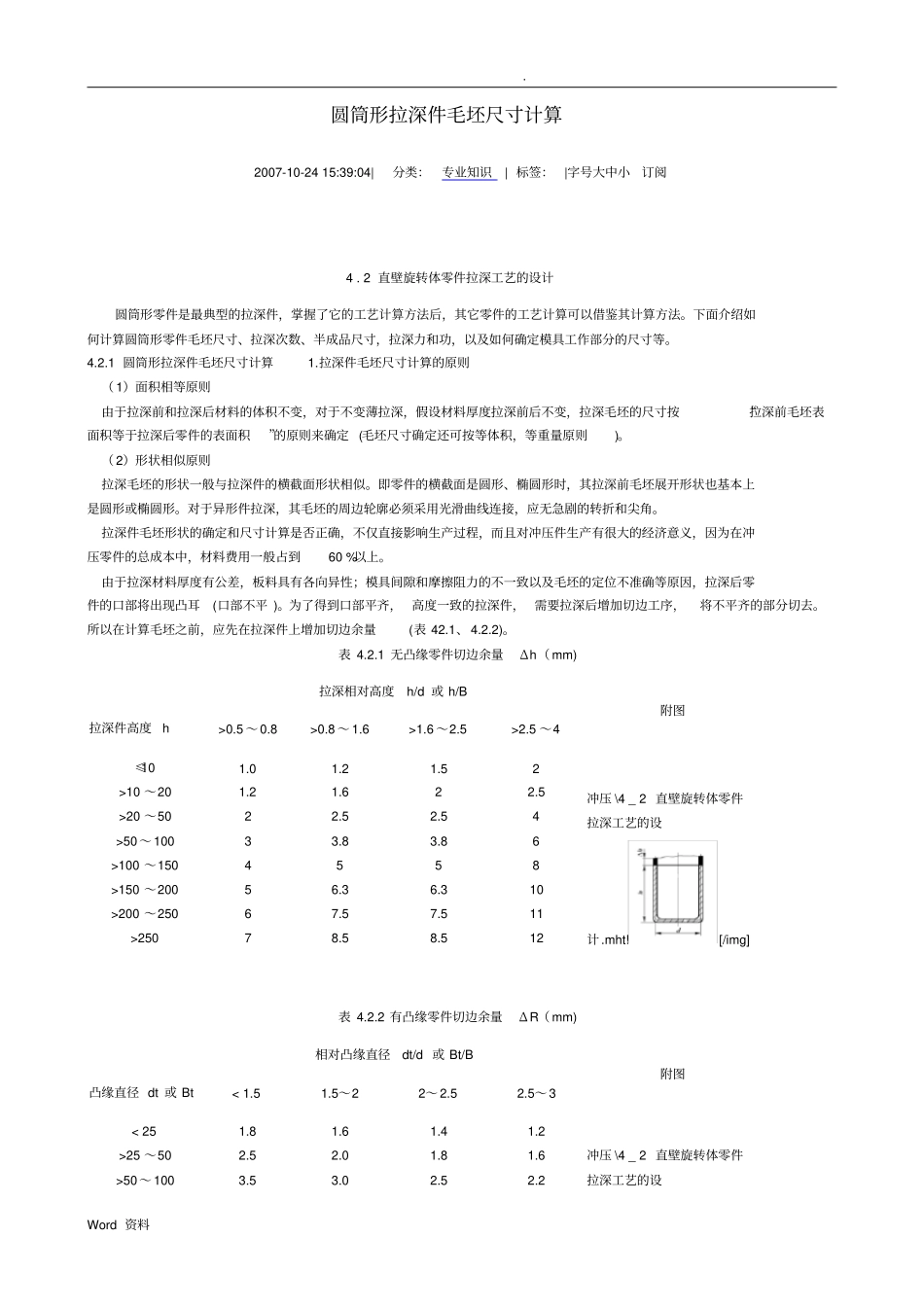
所以在计算毛坯之前,应先在拉深件上增加切边余量(表 42
1 无凸缘零件切边余量Δh( mm)拉深件高度h 拉深相对高度h/d 或 h/B 附图>0
5 ~4 ≤10 >10 ~20 >20 ~50 >50 ~ 100 >100 ~150 >150 ~200 >200 ~250