8 钢卷运输区工艺技术操作作规程8
1 范围本标准规定了重庆钢铁股份有限公司(下称公司)热轧板带厂钢卷运输区的工艺流程、工艺条件及操作注意事项等内容
2 引用标准重钢热轧板带厂生产线生产工艺要求重钢热轧板带厂生产线按炉送钢管理制度重钢热轧板带厂产品质量管理制度8
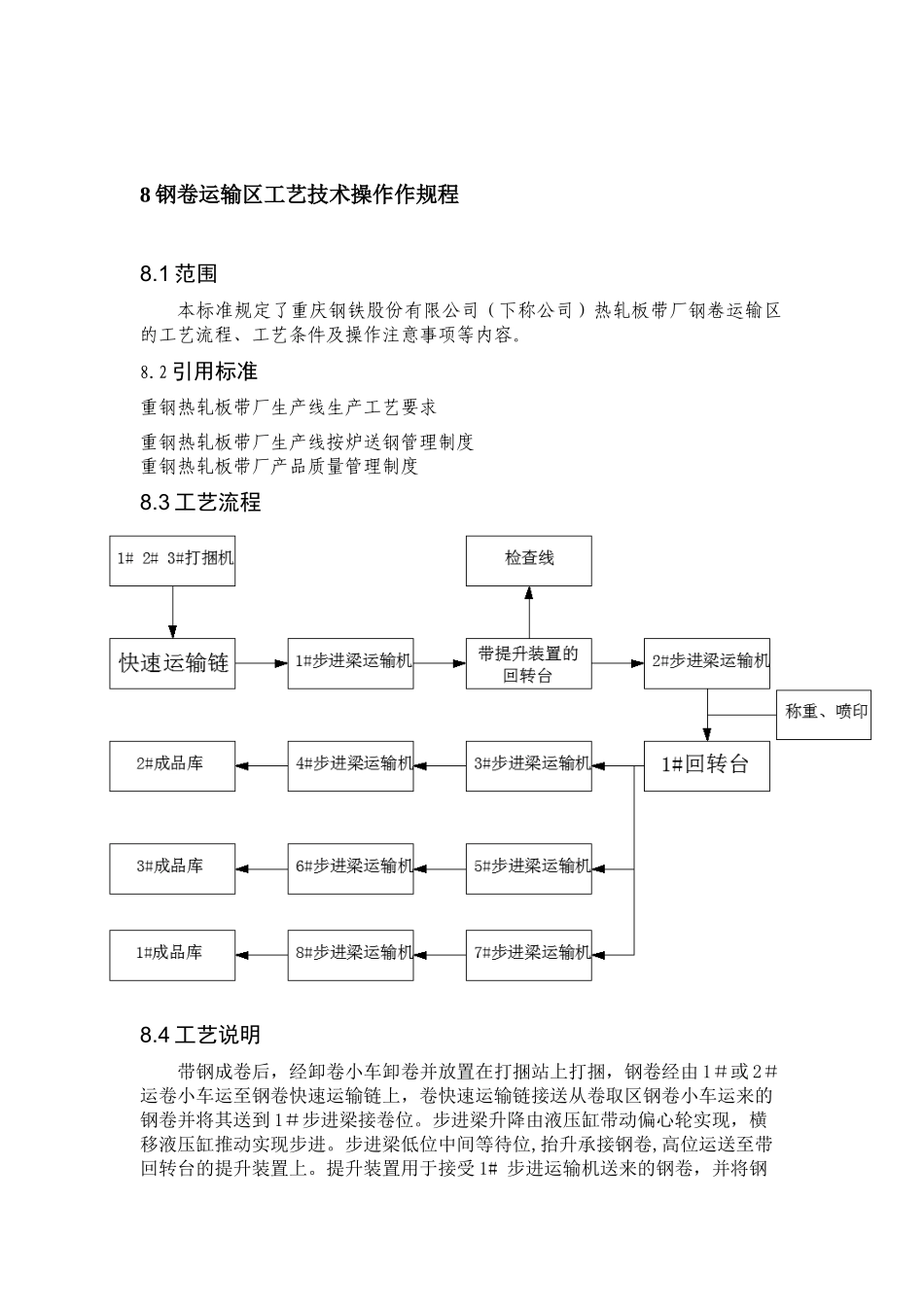
3 工艺流程8
4 工艺说明带钢成卷后,经卸卷小车卸卷并放置在打捆站上打捆,钢卷经由 1#或 2#运卷小车运至钢卷快速运输链上,卷快速运输链接送从卷取区钢卷小车运来的钢卷并将其送到 1#步进梁接卷位
步进梁升降由液压缸带动偏心轮实现,横移液压缸推动实现步进
步进梁低位中间等待位,抬升承接钢卷,高位运送至带回转台的提升装置上
提升装置用于接受 1# 步进运输机送来的钢卷,并将钢卷提到规定的高度,由 2#步进运输机将钢卷取走运送到 1#回转台,钢卷在 2#步进梁运输机过程中完成称重和喷印
不需要旋转时由 3#步进运输机运送到4#步进运输机后放到 2#成品库
需要旋转的一路由 5#、6 步进运输机运到 2#回转台,另一路由 7#、8#步进运输机运送到 1#成品库
整个输送过程均由 PLC 完成并有钢卷跟踪系统和画面监控系统进行全方位的控制
运输区控制连锁保护功能:运卷车、快速运输链、提升机及步进梁等设备之间必须提供安全可靠的连锁保护,这些保护功能的实现,主要依靠位置检测期将钢卷的位置和机械设备的位置反馈给 PLC 系统,通过钢卷位置和设备位置信号实现各设备之间的连锁保护功能
5 主要设备及性能参数8
1 钢卷快速运输链a)用途快速运输链位于运输区,设备安装在 1、2、3 号卸卷小车后,1# 步进梁运输机前
用于将 1、2、3 号卸卷小车运送来的钢卷向前运送,且有 6 个钢卷位置,每个位置的间距为4500 mm,通过电动机传动链条将钢卷向后移动,在卸卷位置用 1# 步进梁运输机将钢卷运往下个设备
由电机带动减速