任务书 编号021124- 011-ZJDQ电气设计任务书中 国 第 一 重 型 机 械 集 团 公 司设 计 研 究 院2003年7月28日工程名称:本钢 1700 热连轧机机组名称:剪切区机器名称:转鼓式切头飞剪机器图号:021124011工 令 号 :021124011机器数量:1 台一 用途二 结构简图、设备组成三 技术数据四 工作方式五 电气设备六 电气、自动化控制七 联锁一、用途切头飞剪用于将运行中的钢坯切去头部和尾部,以便钢坯顺利进入精轧机,并且可以提高成品的头、尾质量
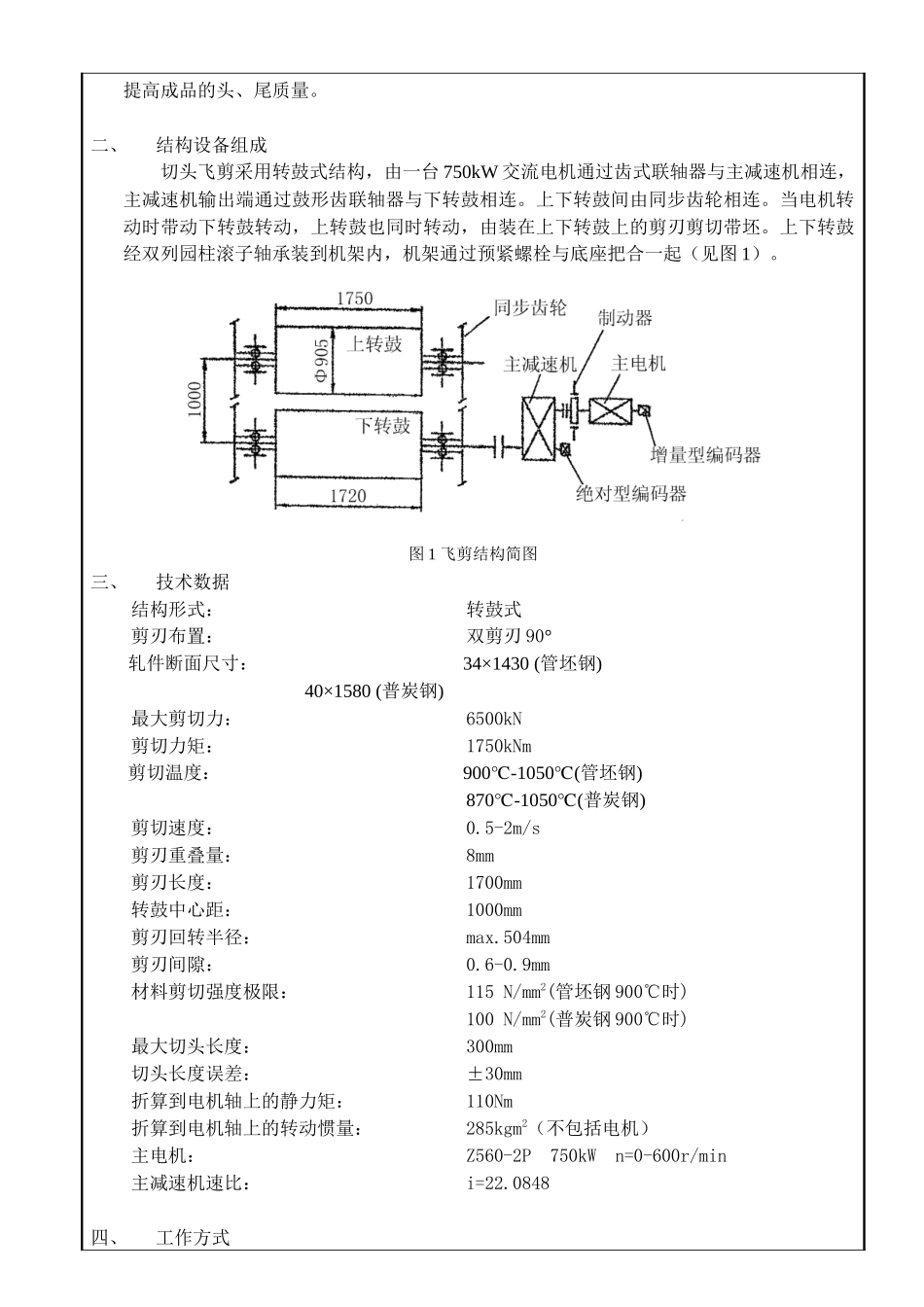
二、结构设备组成切头飞剪采用转鼓式结构,由一台 750kW 交流电机通过齿式联轴器与主减速机相连,主减速机输出端通过鼓形齿联轴器与下转鼓相连
上下转鼓间由同步齿轮相连
当电机转动时带动下转鼓转动,上转鼓也同时转动,由装在上下转鼓上的剪刃剪切带坯
上下转鼓经双列园柱滚子轴承装到机架内,机架通过预紧螺栓与底座把合一起(见图 1)
图 1 飞剪结构简图三、技术数据结构形式: 转鼓式剪刃布置: 双剪刃 90°轧件断面尺寸: 34×1430 (管坯钢) 40×1580 (普炭钢)最大剪切力: 6500kN剪切力矩: 1750kNm剪切温度: 900-1050(℃℃ 管坯钢)870-1050(℃℃ 普炭钢) 剪切速度: 0
5-2m/s剪刃重叠量: 8mm剪刃长度: 1700mm转鼓中心距: 1000mm剪刃回转半径: max
504mm剪刃间隙: 0
9mm材料剪切强度极限: 115 N/mm2(管坯钢 900℃时)100 N/mm2(普炭钢 900℃时)最大切头长度: 300mm切头长度误差: ±30mm折算到电机轴上的静力矩: 110Nm折算到电机轴上的转动惯量: 285kgm2(不包括电机)主电机: Z560-2P 750kW n=0-600r/min主减速机速比: i=22
0848四、