1 工艺流程:设备点件检查→ 变压器二次搬运→ 变压器稳装→ 附件安装→变压器吊芯检查及交接试验→ 送电前的检查→ 送电运行验收3
2 设备点件检查:3
1 设备点件检查应由安装单位、供货单位、会同建设单位代表共同进行,并作好记录
2 按照设备清单,施工图纸及设备技术文件核对变压器本体及附件备件的规格型号是否符合设计图纸要求
是否齐全,有无丢失及损坏
3 变压器本体外观检查无损伤及变形,油漆完好无损伤
4 油箱封闭是否良好,有无漏油、渗油现象,油标处油面是否正常,发现问题应立即处理
5 绝缘瓷件及环氧树脂铸件有无损伤、缺陷及裂纹
3 变压器二次搬运:3
1 变压器二次搬运应由起重工作业,电工配合
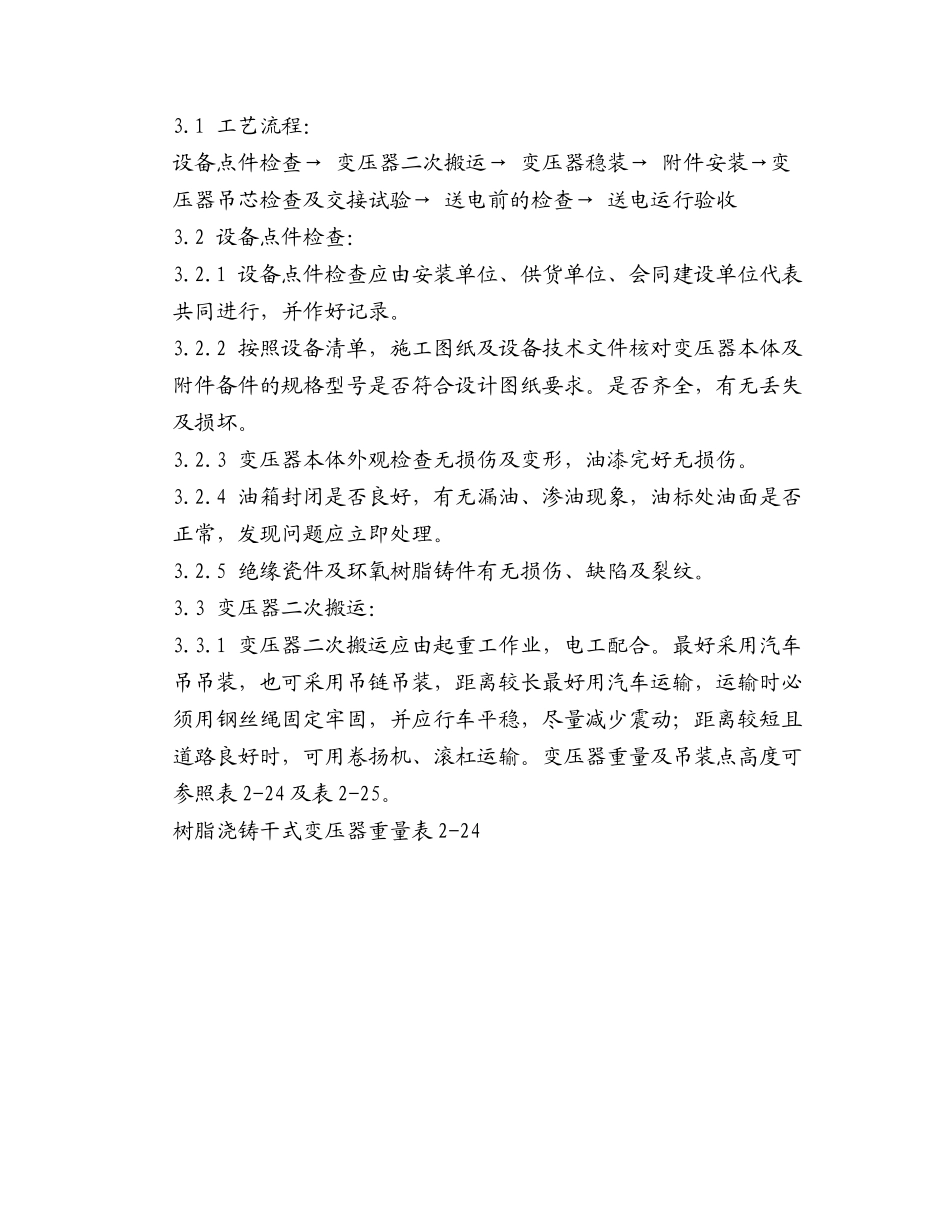
最好采用汽车吊吊装,也可采用吊链吊装,距离较长最好用汽车运输,运输时必须用钢丝绳固定牢固,并应行车平稳,尽量减少震动;距离较短且道路良好时,可用卷扬机、滚杠运输
变压器重量及吊装点高度可参照表 2-24 及表 2-25
树脂浇铸干式变压器重量表 2-243
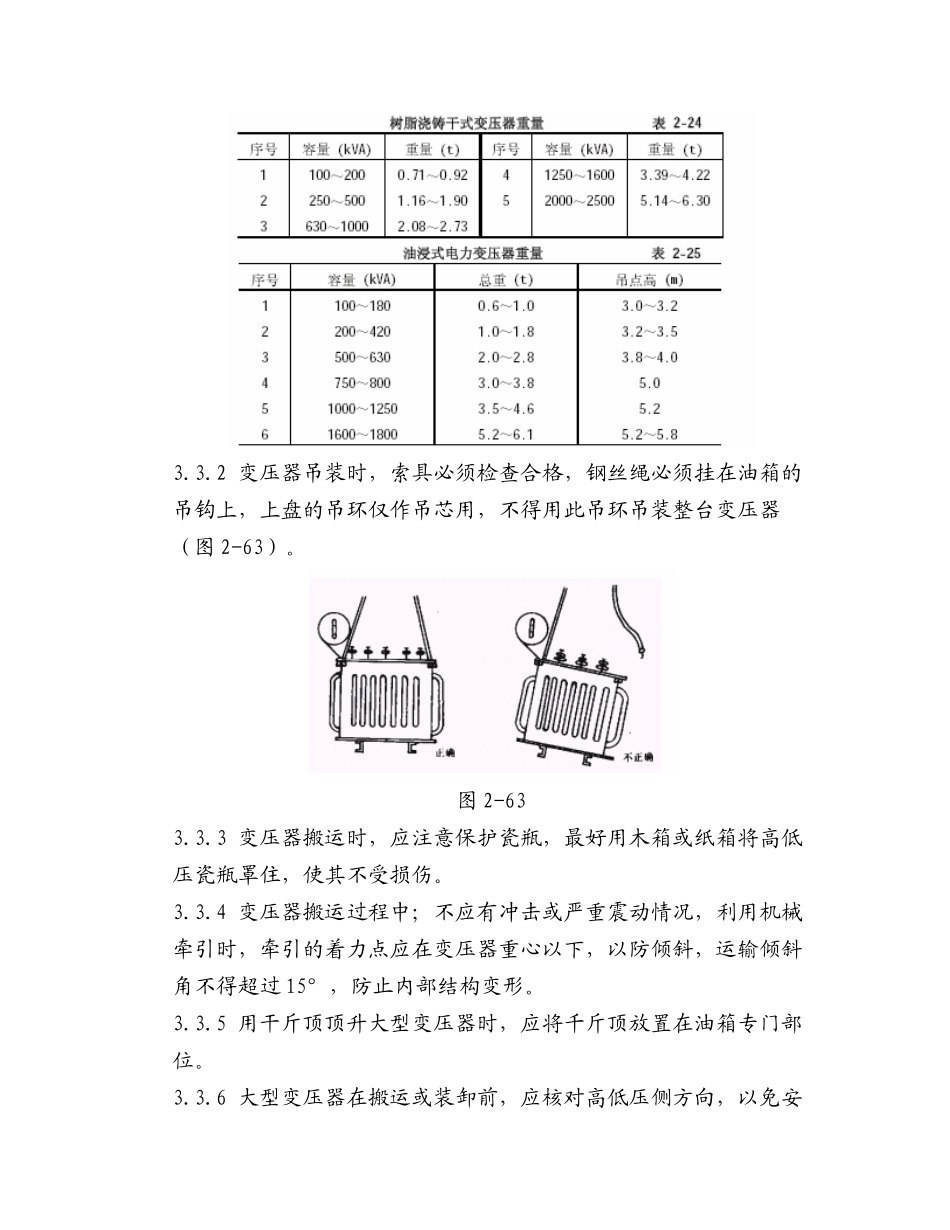
2 变压器吊装时,索具必须检查合格,钢丝绳必须挂在油箱的吊钩上,上盘的吊环仅作吊芯用,不得用此吊环吊装整台变压器(图 2-63)
图 2-633
3 变压器搬运时,应注意保护瓷瓶,最好用木箱或纸箱将高低压瓷瓶罩住,使其不受损伤
4 变压器搬运过程中;不应有冲击或严重震动情况,利用机械牵引时,牵引的着力点应在变压器重心以下,以防倾斜,运输倾斜角不得超过 15°,防止内部结构变形
5 用干斤顶顶升大型变压器时,应将千斤顶放置在油箱专门部位
6 大型变压器在搬运或装卸前,应核对高低压侧方向,以免安装时调换方向发生困难
4 变压器稳装:3
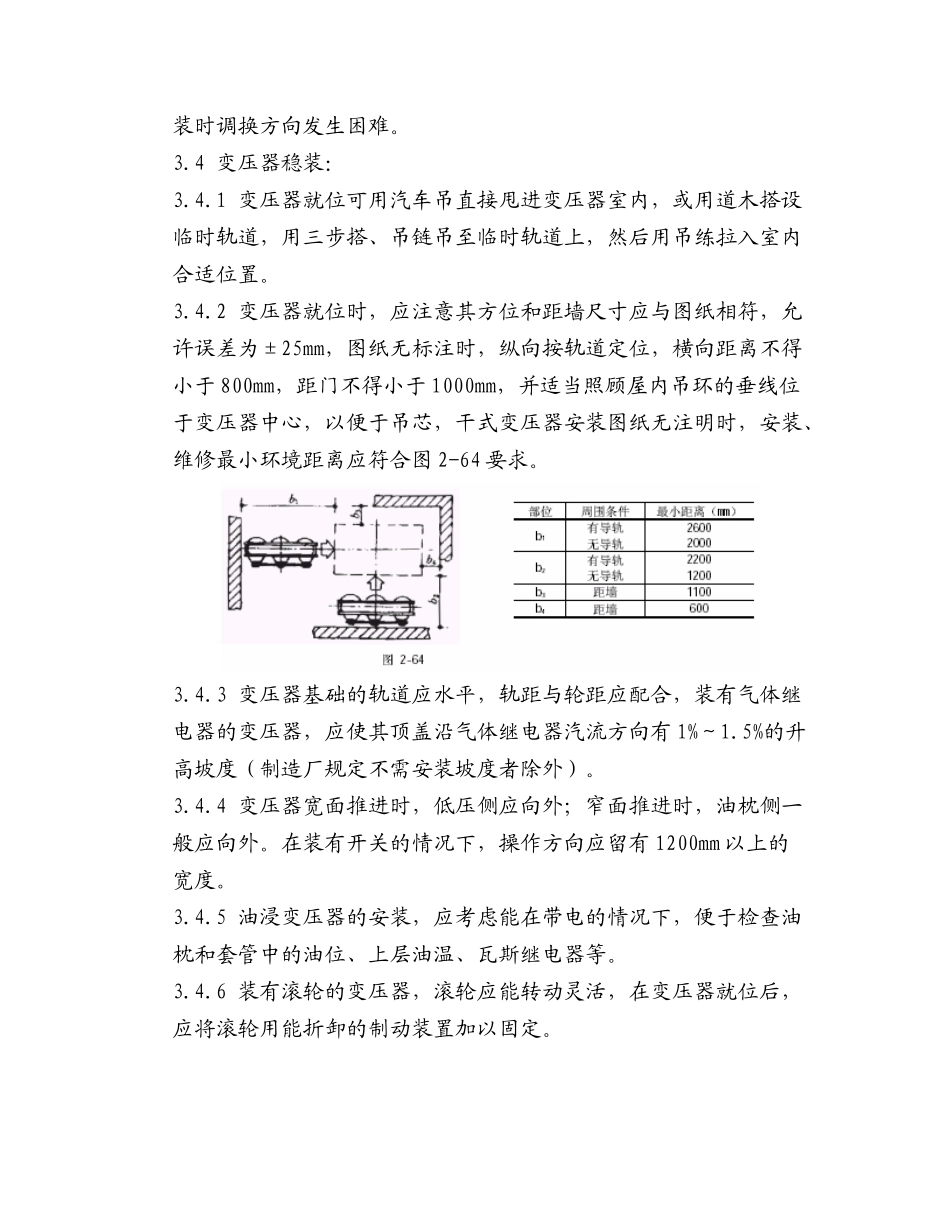
1 变压器就位可用汽车吊直接甩进变压器室内,或用道木搭设临时轨道,用三步搭、吊链吊至临时轨道上,然后用吊练拉入室