分型面的选择分型面为动模与定模的分界面,是取出塑件或浇注系统凝料的面
它的合理选择是塑件能完好成型的条件,不仅关系到塑件的脱模,而且涉及摸具结构与制造成本
合理的分型面不但能满足制品各方面的性能要求 ,而且使模具结构简单,成本亦会令人满意
选择分型面时有下面一些原则可以遵循:
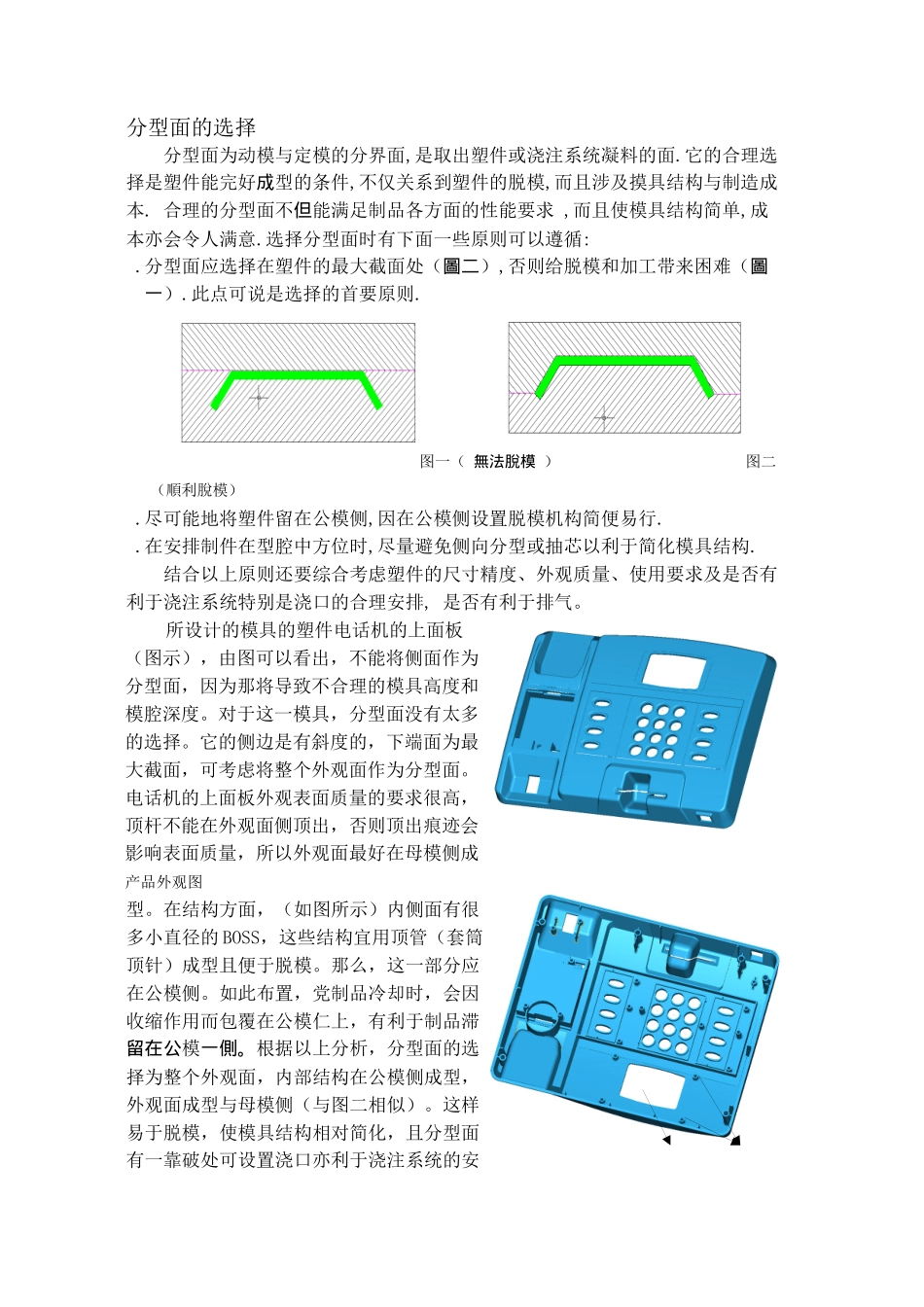
分型面应选择在塑件的最大截面处(圖二),否则给脱模和加工带来困难(圖一)
此点可说是选择的首要原则
图一( 無法脫模 ) 图二(順利脫模)
尽可能地将塑件留在公模侧,因在公模侧设置脱模机构简便易行
在安排制件在型腔中方位时,尽量避免侧向分型或抽芯以利于简化模具结构
结合以上原则还要综合考虑塑件的尺寸精度、外观质量、使用要求及是否有利于浇注系统特别是浇口的合理安排, 是否有利于排气
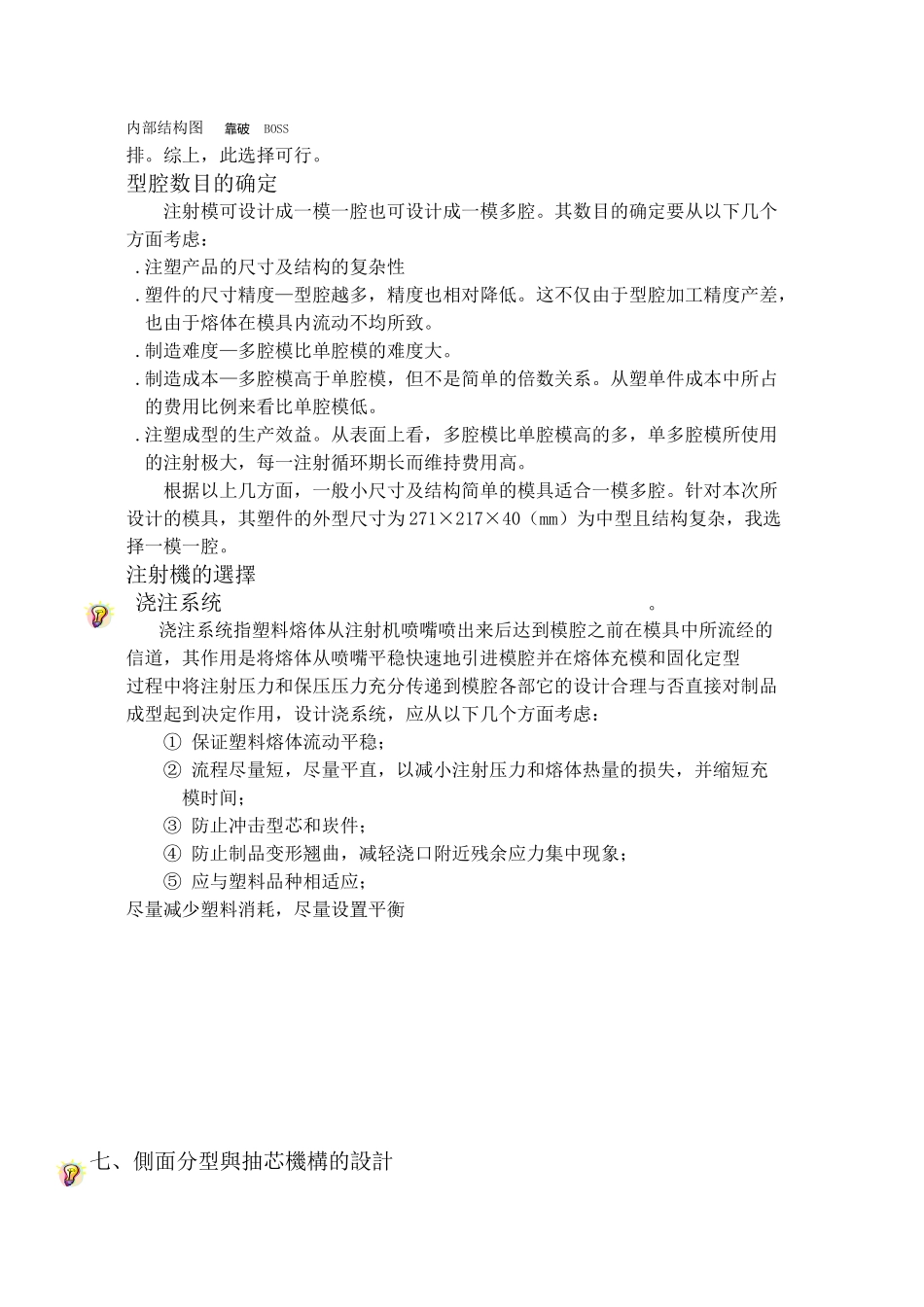
所设计的模具的塑件电话机的上面板(图示),由图可以看出,不能将侧面作为分型面,因为那将导致不合理的模具高度和模腔深度
对于这一模具,分型面没有太多的选择
它的侧边是有斜度的,下端面为最大截面,可考虑将整个外观面作为分型面
电话机的上面板外观表面质量的要求很高,顶杆不能在外观面侧顶出,否则顶出痕迹会影响表面质量,所以外观面最好在母模侧成 产品外观图 型
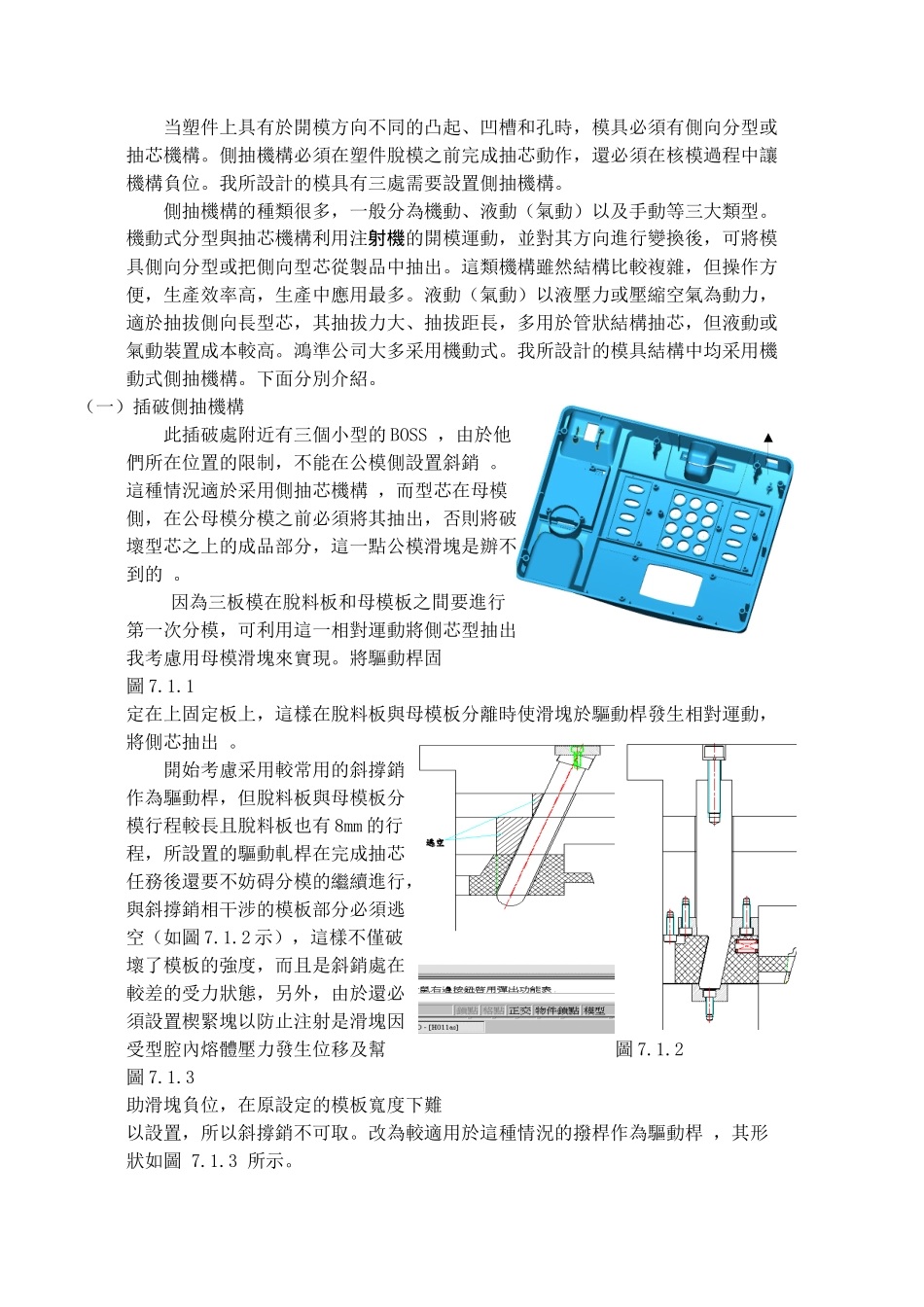
在结构方面,(如图所示)内侧面有很 多小直径的 BOSS,这些结构宜用顶管(套筒顶针)成型且便于脱模
那么,这一部分应在公模侧
如此布置,党制品冷却时,会因收缩作用而包覆在公模仁上,有利于制品滞留在公模一側
根据以上分析,分型面的选择为整个外观面,内部结构在公模侧成型,外观面成型与母模侧(与图二相似)
这样易于脱模,使模具结构相对简化,且分型面有一靠破处可设置浇口亦利于浇注系统的安 内部结构图 靠破 BOSS排
综上,此选择可行
型腔数目的确定注射模可设计成一模一腔也可设计成一模多腔
其数目的确定要从以下几个方面考虑:
注塑产品的尺寸及结构的复杂性