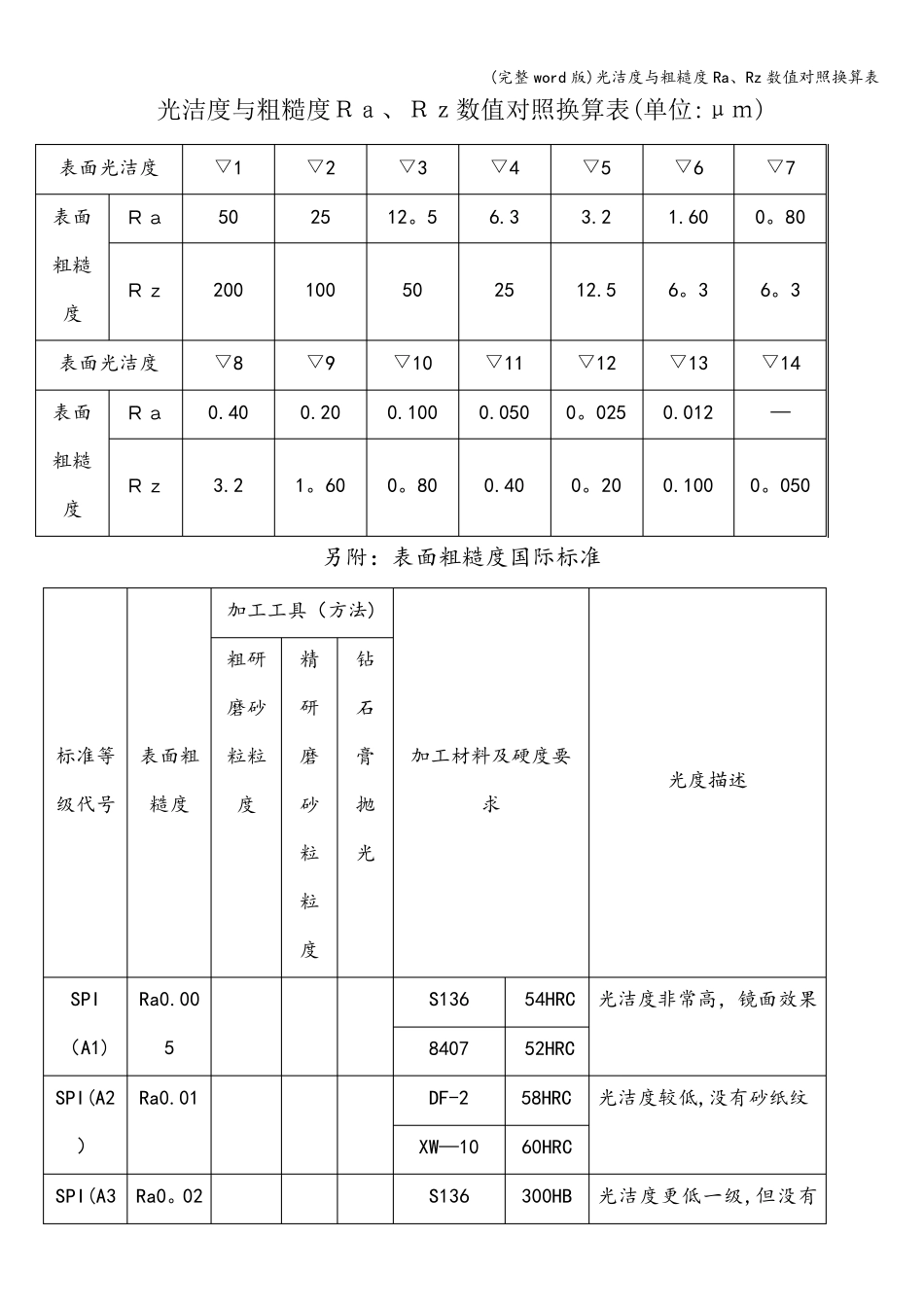
(完整word 版)光洁度与粗糙度Ra、Rz 数值对照换算表 光洁度与粗糙度Ra、Rz数值对照换算表(单位:μm) 表面光洁度 ▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7 表面 粗糙度 Ra 50 25 12
80 Rz 200 100 50 25 12
3 表面光洁度 ▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14 表面 粗糙度 Ra 0
012 — Rz 3
050 另附:表面粗糙度国际标准 标准等级代号 表面粗糙度 加工工具(方法) 加工材料及硬度要求 光度描述 粗研磨砂粒粒度 精研磨砂粒粒度 钻石膏抛光 SPI(A1) Ra0
005 S136 54HRC 光洁度非常高,镜面效果 8407 52HRC SPI(A2) Ra0
01 DF-2 58HRC 光洁度较低,没有砂纸纹 XW—10 60HRC SPI(A3Ra0
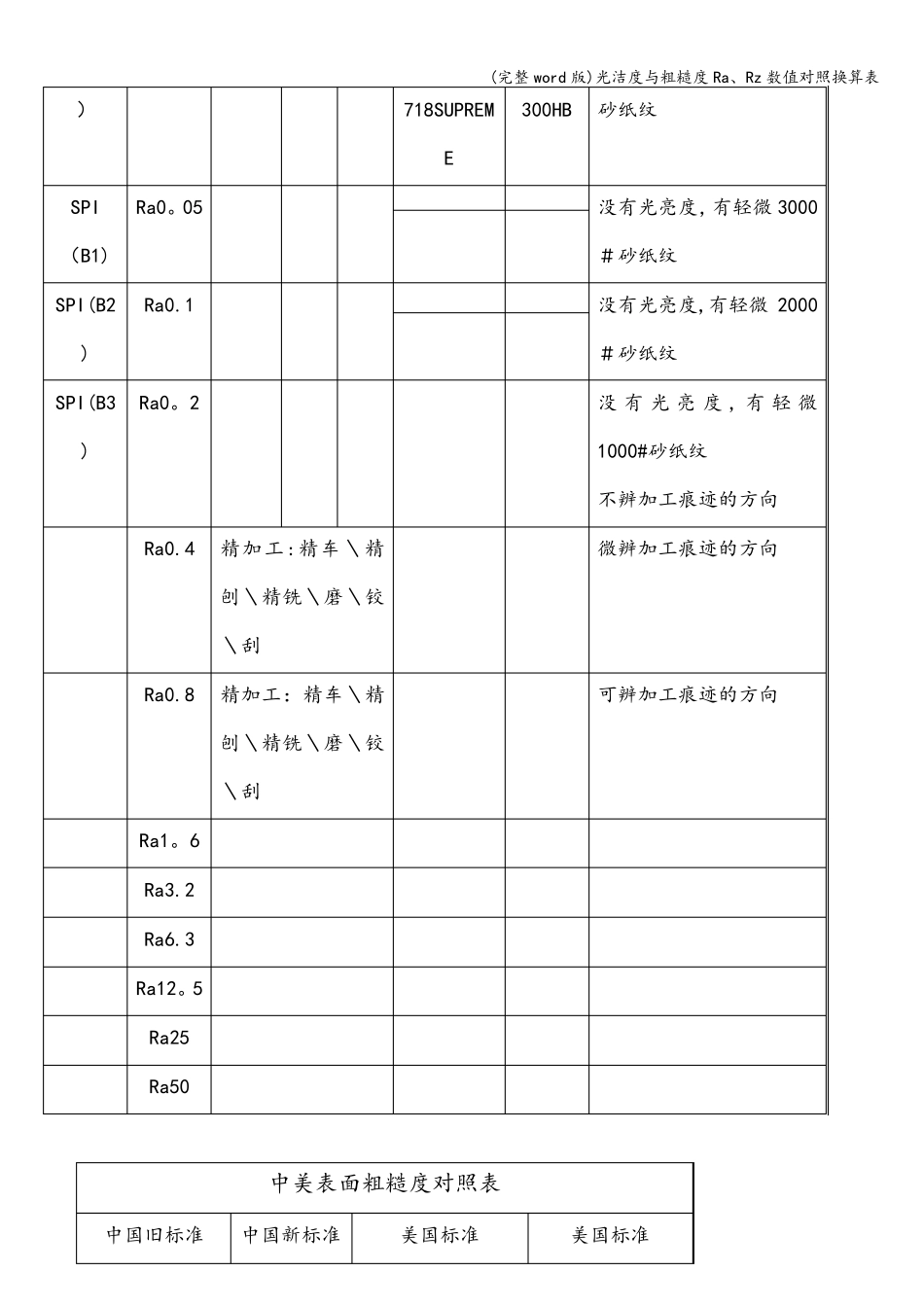
02 S136 300HB 光洁度更低一级,但没有(完整word 版)光洁度与粗糙度Ra、Rz 数值对照换算表 ) 718SUPREME 300HB 砂纸纹 SPI(B1) Ra0
05 没有光亮度,有轻微3000#砂纸纹 SPI(B2) Ra0
1 没有光亮度,有轻微2000#砂纸纹 SPI(B3) Ra0
2 没有光亮度, 有轻微1000#砂纸纹 不辨加工痕迹的方向 Ra0
4 精加工:精车\精刨\精铣\磨\铰\刮 微辨加工痕迹的方向 Ra0
8 精加工:精车\精刨\精铣\磨\铰\刮 可辨加工痕迹的方向 Ra1
3 Ra12
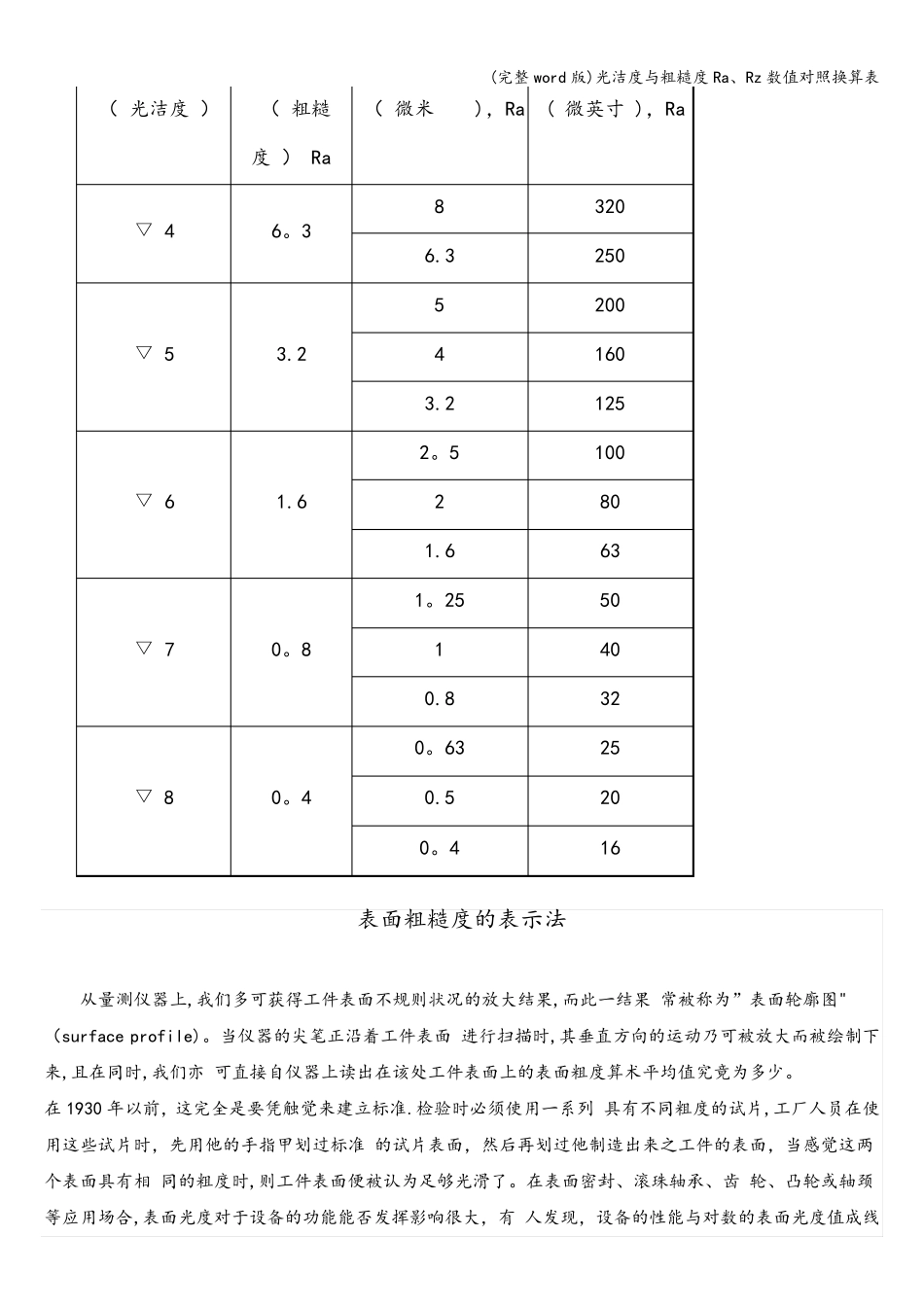
5 Ra25 Ra50 中美表面粗糙度对照表 中国旧标准 中国新标准 美国标准 美国标准 (完整word 版)光洁度与粗糙度Ra、Rz