(完 整 word 版 )W6Mo5Cr4V2 麻 花 钻 1 钢的热处理工艺课程设计 一、 目 的 1、 深 入 理 解 热 处 理 课 程 的 基 本 理 论
2、 初 步 学 会 制 定 零 部 件 的 热 处 理 工 艺
3、 了 解 与 本 设 计 有 关 的 新 技 术 、新 工 艺
4、 设 计 尽 量 采 用 最 新 技 术 成 就 ,并 注 意 和 具 体 实 践 相 结 合
使 设 计 具 有 一 定的 先 进 性 和 实 践 性
二、 设 计 任 务 1、 编 写 设 计 说 明 书
2、 编 制 工 序 施 工 卡 片
3、 绘 制 必 要 的 工 装 图
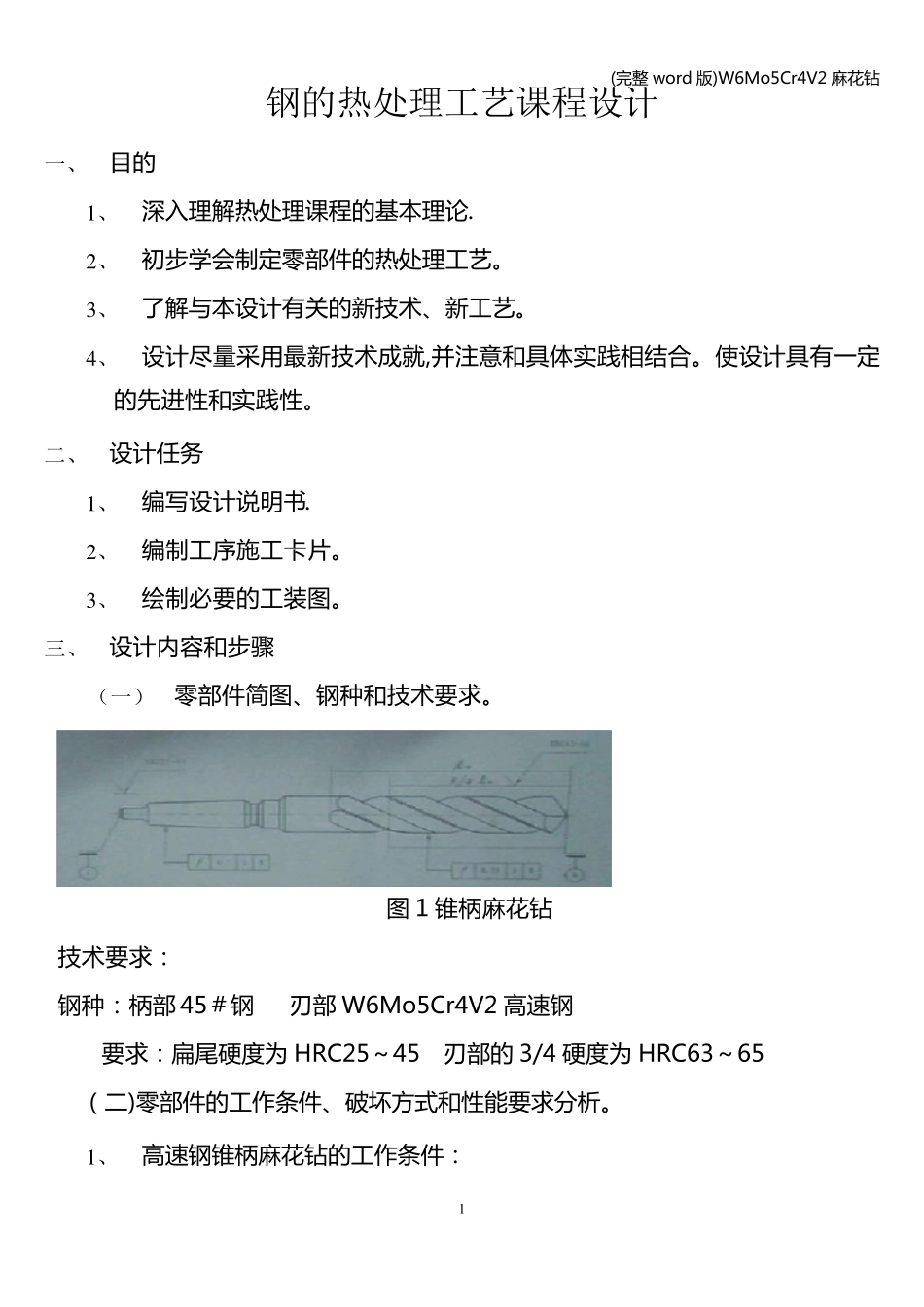
三、 设 计 内 容 和 步 骤 (一) 零 部 件 简 图 、钢 种 和 技 术 要 求
图 1 锥 柄 麻 花 钻 技 术 要 求 : 钢 种 : 柄 部 45# 钢 刃 部 W6Mo5Cr4V2 高 速 钢 要 求 : 扁 尾 硬 度 为 HRC25~ 45 刃 部 的 3/4 硬 度 为 HRC63~ 65 ( 二 )零 部 件 的 工 作 条 件 、破 坏 方 式 和 性 能 要 求 分 析
1、 高 速 钢 锥 柄 麻 花 钻 的 工 作 条 件 : (完 整 word 版 )W6Mo5Cr4V2 麻 花 钻 2 工 具 的 工 作 条 件 比 较 复 杂 , 各 种 工 具 的 工 作 条 件 又 有 较 大 的 差 异 ,加 工 时 往 往以 摩 擦 为 主 ,常 有 较 大 的 冲 击
机 用 工 具 切 削 速 度 较 高 ,会 产 生 大 量 的 切 削 热 , 有 时会 发 生 切 削 刃 软 化 现 象
作 为 机 床 上 使 用 的 金 属 切 削 工 具 , 其 主 要 工 作 部 分 是 刀 刃 或 刀 尖 , 刀 具