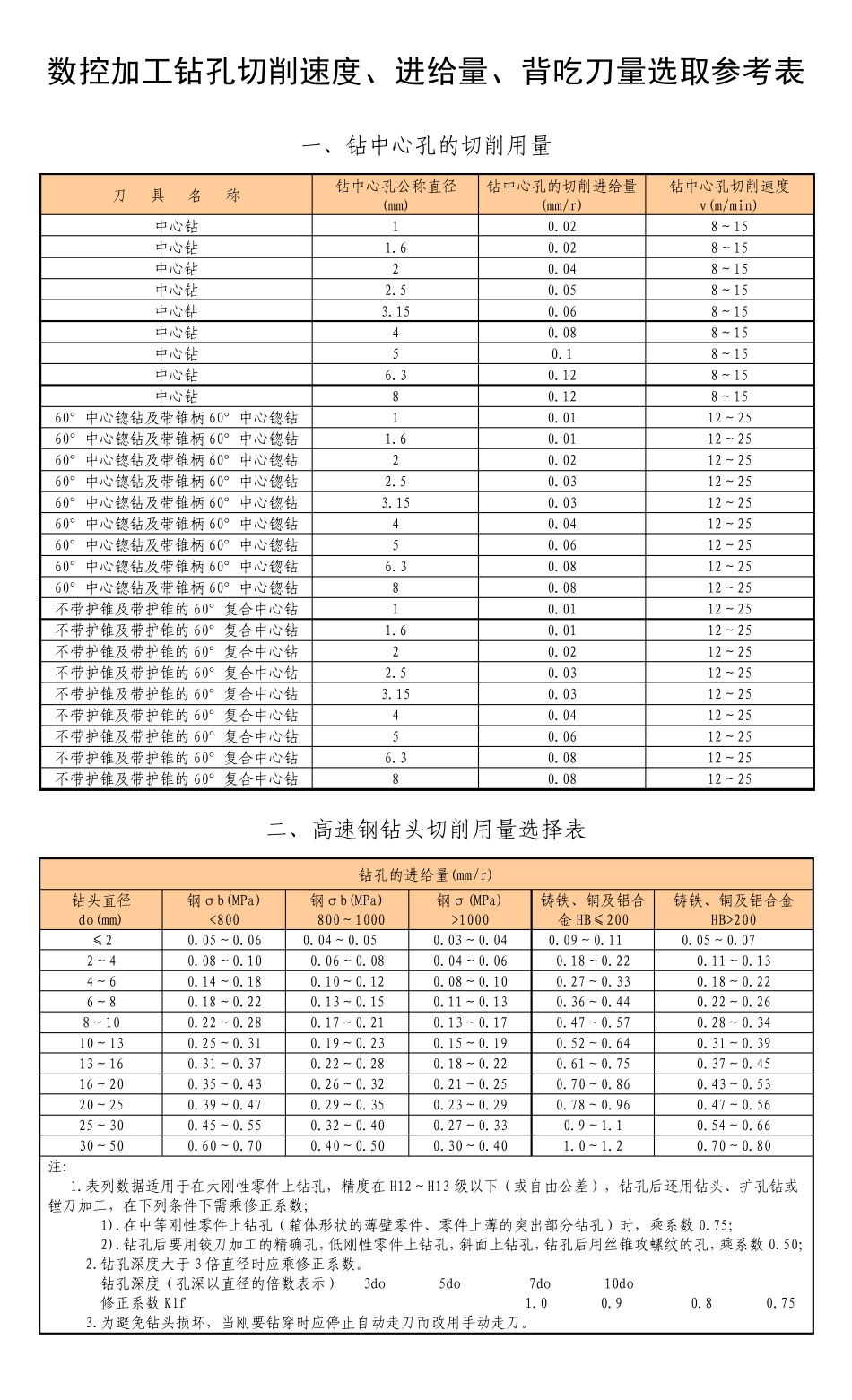
数控加工钻孔切削速度、进给量、背吃刀量选取参考表 一、钻中心孔的切削用量 刀 具 名 称 钻中心孔公称直径(mm) 钻中心孔的切削进给量(mm/r) 钻中心孔切削速度v(m/min) 中心钻 1 0
02 8~15 中心钻 1
02 8~15 中心钻 2 0
04 8~15 中心钻 2
05 8~15 中心钻 3
06 8~15 中心钻 4 0
08 8~15 中心钻 5 0
1 8~15 中心钻 6
12 8~15 中心钻 8 0
12 8~15 60°中心锪钻及带锥柄 60°中心锪钻 1 0
01 12~25 60°中心锪钻及带锥柄 60°中心锪钻 1
01 12~25 60°中心锪钻及带锥柄 60°中心锪钻 2 0
02 12~25 60°中心锪钻及带锥柄 60°中心锪钻 2
03 12~25 60°中心锪钻及带锥柄 60°中心锪钻 3
03 12~25 60°中心锪钻及带锥柄 60°中心锪钻 4 0
04 12~25 60°中心锪钻及带锥柄 60°中心锪钻 5 0
06 12~25 60°中心锪钻及带锥柄 60°中心锪钻 6
08 12~25 60°中心锪钻及带锥柄 60°中心锪钻 8 0
08 12~25 不带护锥及带护锥的60°复合中心钻 1 0
01 12~25 不带护锥及带护锥的60°复合中心钻 1
01 12~25 不带护锥及带护锥的60°复合中心钻 2 0
02 12~25 不带护锥及带护锥的60°复合中心钻 2
03 12~25 不带护锥及带护锥的60°复合中心钻 3
03 12~25 不带护锥及带护锥的60°复合中心钻 4 0
04 12~25 不带护锥及带护锥的60°复合中心钻 5 0
06 12~25 不带护锥及带护锥的60°复合中心钻 6