数控编程习题 2-1 编写车削图2-27 所示零件的加工程序
毛坯为φ18 ㎜×60 ㎜的棒料,材料为45 钢
2-2 编写车削图2-28 所示零件的加工程序
毛坯为φ25 ㎜×55 ㎜的棒料,材料为45 钢
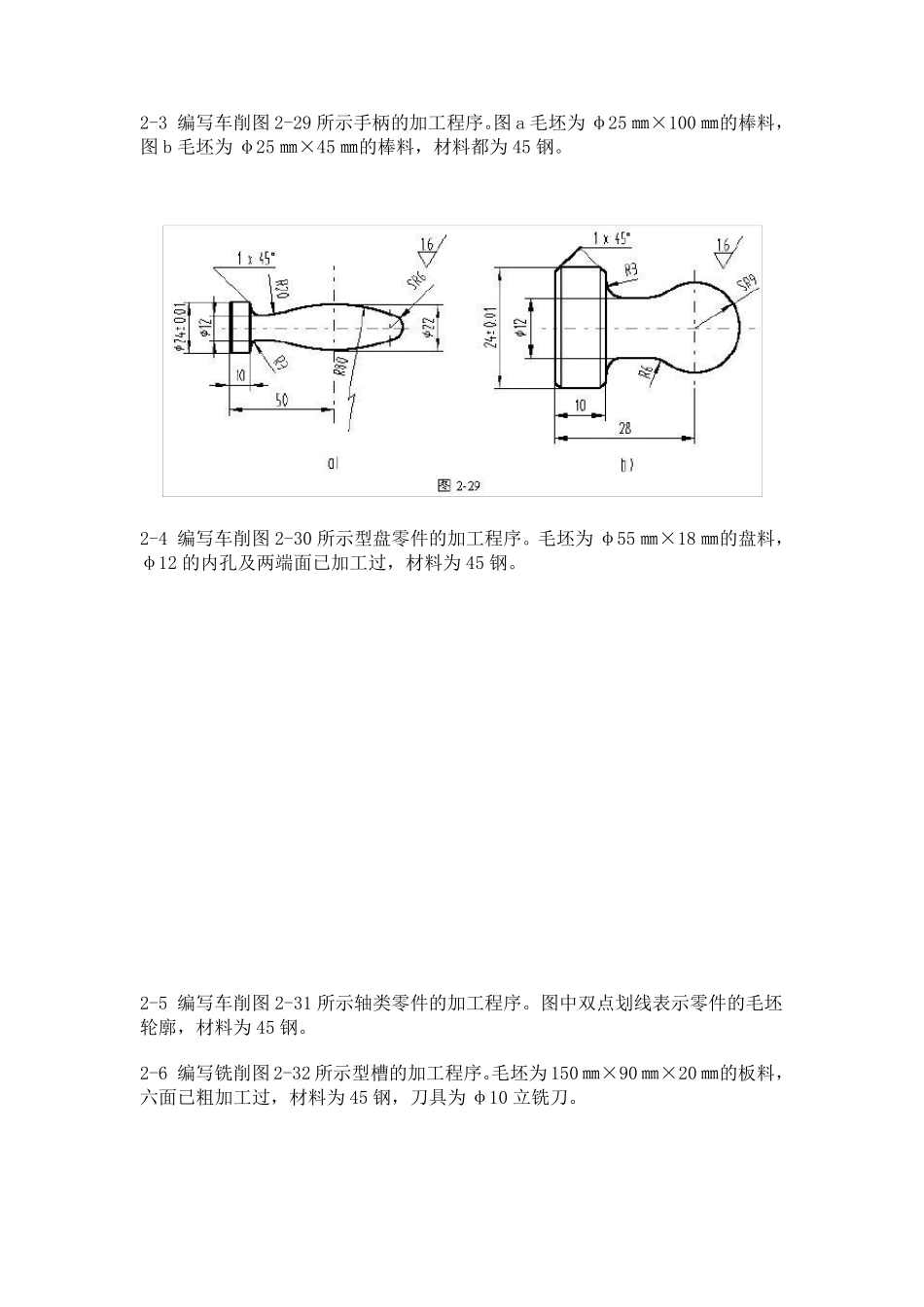
2-3 编写车削图2-29 所示手柄的加工程序
图a 毛坯为φ25 ㎜×100 ㎜的棒料,图b 毛坯为φ25 ㎜×45 ㎜的棒料,材料都为45 钢
2-4 编写车削图2-30 所示型盘零件的加工程序
毛坯为φ55 ㎜×18 ㎜的盘料,φ12 的内孔及两端面已加工过,材料为45 钢
2-5 编写车削图2-31 所示轴类零件的加工程序
图中双点划线表示零件的毛坯轮廓,材料为45 钢
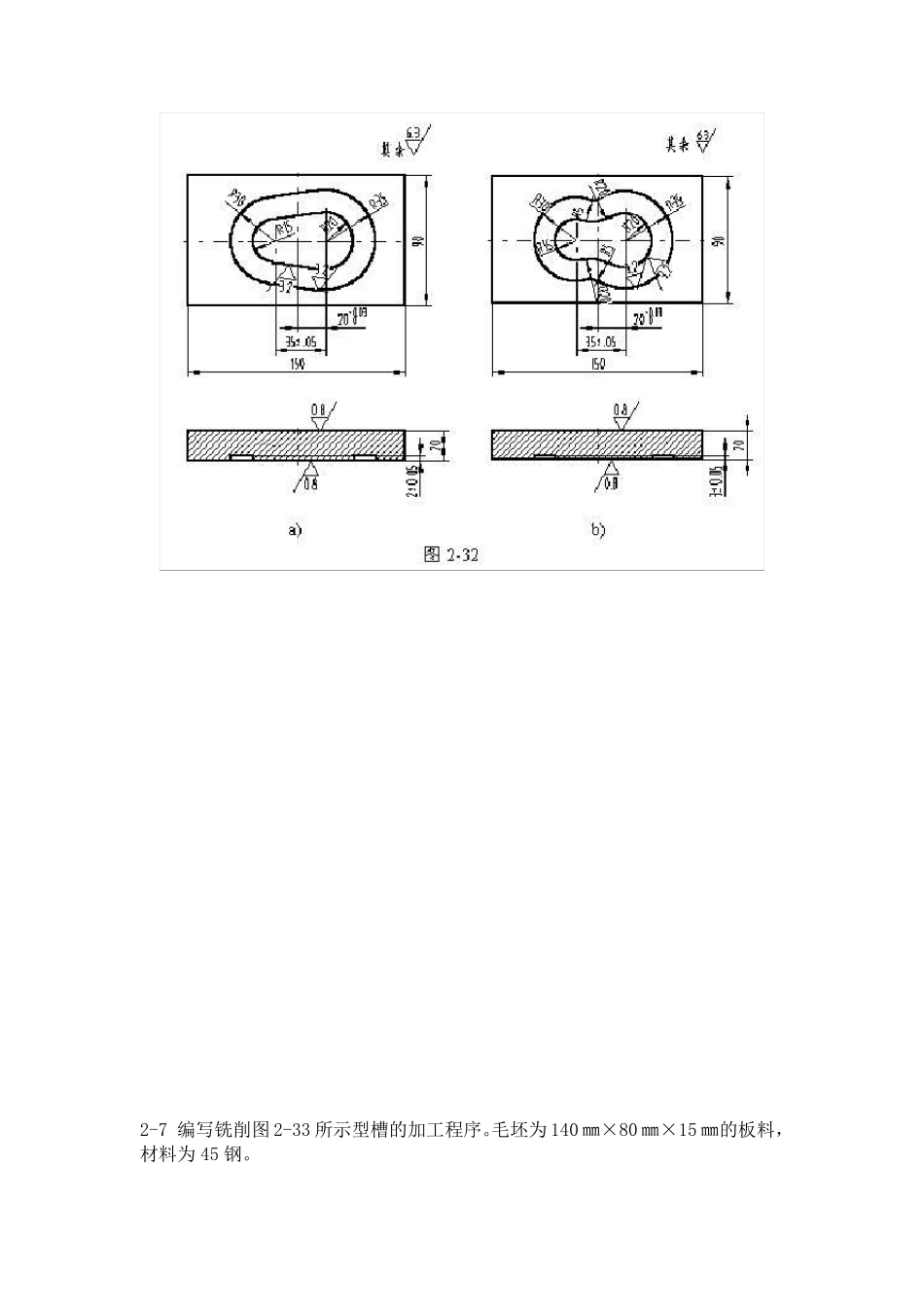
2-6 编写铣削图2-32 所示型槽的加工程序
毛坯为150 ㎜×90 ㎜×20 ㎜的板料,六面已粗加工过,材料为45 钢,刀具为φ10 立铣刀
2-7 编写铣削图2-33 所示型槽的加工程序
毛坯为140 ㎜×80 ㎜×15 ㎜的板料,材料为45 钢
2-8 编写钻削图2-34 五组相同孔的加工程序
毛坯为200 ㎜×200 ㎜×10 ㎜的板料,材料为45 钢
2-9 编写铣削图2-35 所示成型槽的加工程序
毛坯为100 ㎜×100 ㎜×20 ㎜的板料,材料为45 钢
数控机床上加工前已粗加工过,留有 2
2-10 编写铣削图2-36 所示外轮廓面 A 的加工程序
材料为45 钢
数控机床上加工前其余表面已加工好
2-11 编写铣削图2-37 所示凸轮槽的加工程序
材料为 45 钢
2-12 编写铣削图2-38 所示外轮廓及大孔的加工程序
毛坯为180 ㎜×90 ㎜×12㎜的板料,材料为45 钢
数控机床上加工前外轮廓及大孔已加工过,留有 5 ㎜余量,两小孔及底面已加工好
2-13、编写铣削图2-39 所示的加工程序
毛坯为90 ㎜×90 ㎜×18 ㎜的