PROE/钣金展开计算(钣金教程) PROE, 教程, 钣金 声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差
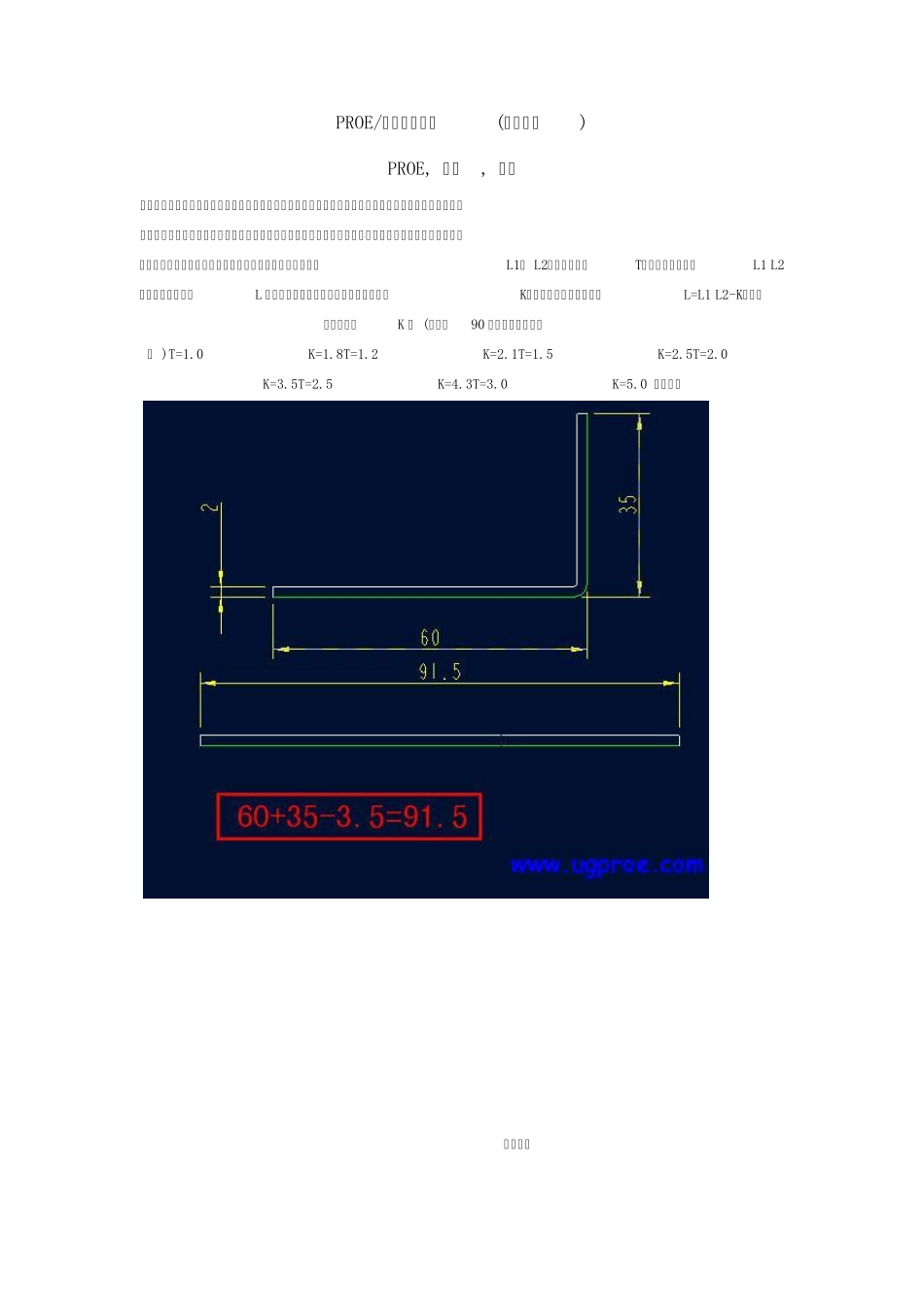
先说一个名词:折弯余量折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、 L2,厚度尺寸为T,我们都已知道,L1 L2是要大于展开长度L 的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1 L2-K
一般冷轧钢板的K 值 (条件:90 度弯,标准折弯刀具 )T=1
0 实例一: 实例二: 实例三: 不规则折弯按K 因子=0
5,直接用AUTOCAD 画中性层测量
如有偏差再根据具体情况调整
一般也差不了多少
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去
死边按L1 L2-0
5t 在模型中直接修改dev
5*t 就可以了
这种东西要根据实际情况来,不搞工艺谈这些没意思,搞工艺你一进去自然有人给你讲这个,所以大家没必要在这个问题上浪费时间和精力
PROE 钣金展开经验公式揭秘 PROE, 钣金, 公式, 揭秘, 经验 先来看图 经验公式(车间老师傅的算法,在实际中略有不同,需要调整)前提条件:内 r