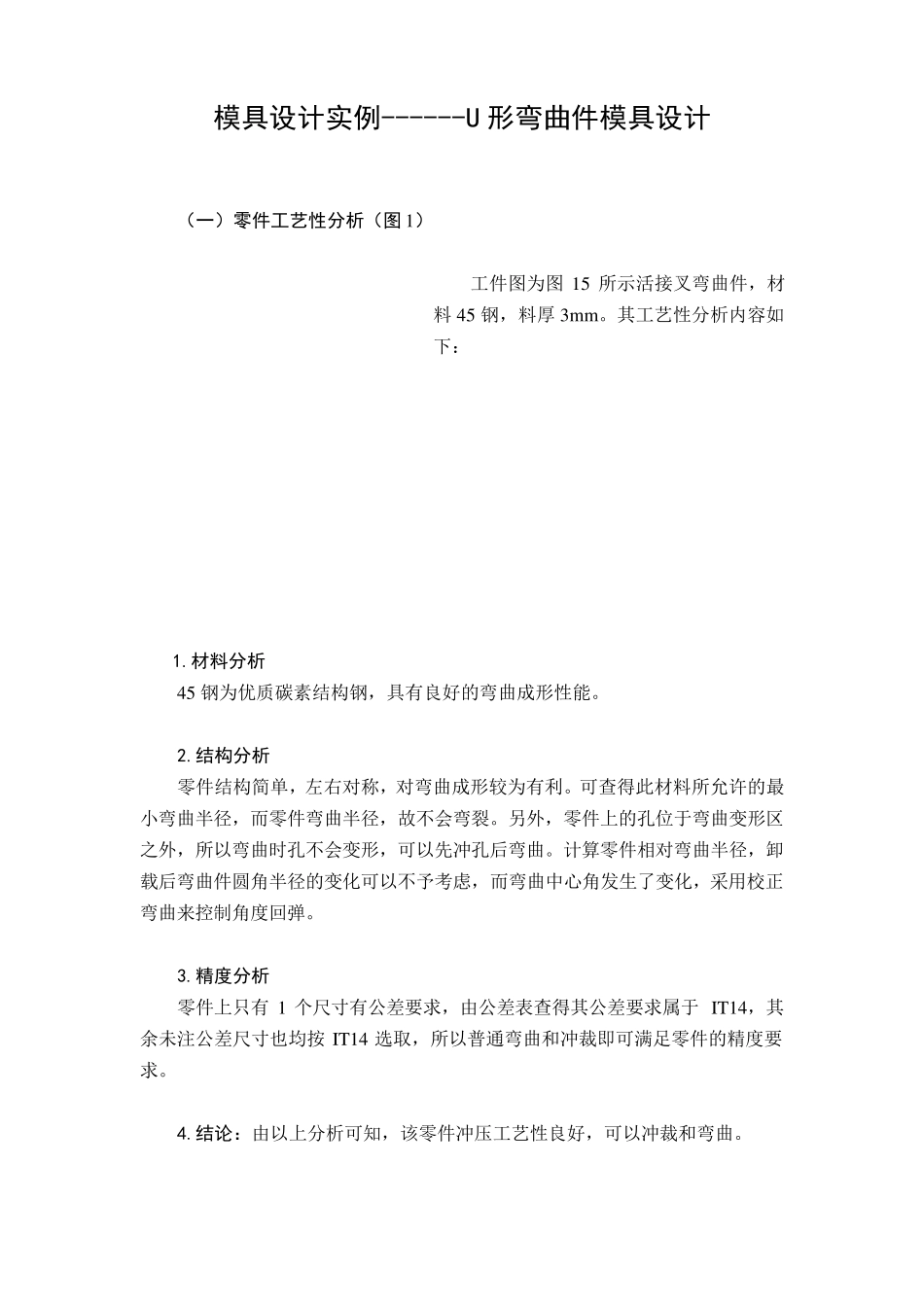
模具设计实例------U 形弯曲件模具设计 (一)零件工艺性分析(图 1) 工件图为图15 所示活接叉弯曲件,材料45 钢,料厚3m m
其工艺性分析内容如下: 1
材料分析 45 钢为优质碳素结构钢,具有良好的弯曲成形性能
结构分析 零件结构简单,左右对称,对弯曲成形较为有利
可查得此材料所允许的最小弯曲半径,而零件弯曲半径,故不会弯裂
另外,零件上的孔位于弯曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲
计算零件相对弯曲半径,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹
精度分析 零件上只有 1 个尺寸有公差要求,由公差表查得其公差要求属于 IT14,其余未注公差尺寸也均按 IT14 选取,所以普通弯曲和冲裁即可满足零件的精度要求
结论:由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲
(二)工艺方案的确定 零件为U 形弯曲件,该零件的生产包括落料、冲孔和弯曲三个基本工序,可有以下三种工艺方案: 方案一:先落料,后冲孔,再弯曲
采用三套单工序模生产
方案二:落料—冲孔复合冲压,再弯曲
采用复合模和单工序弯曲模生产
方案三:冲孔—落料连续冲压,再弯曲
采用连续模和单工序弯曲模生产
方案一模具结构简单,但需三道工序三副模具,生产效率较低
方案二需两副模具,且用复合模生产的冲压件形位精度和尺寸精度易保证,生产效率较高
但由于该零件的孔边距为4
75mm,小于凸凹模允许的最小壁厚6
7mm,故不宜采用复合冲压工序
方案三也需两副模具,生产效率也很高,但零件的冲压精度稍差
欲保证冲压件的形位精度,需在模具上设置导正销导正,故其模具制造、安装较复合模略复杂
通过对上述三种方案的综合分析比较,该件的冲压生产采用方案三为佳
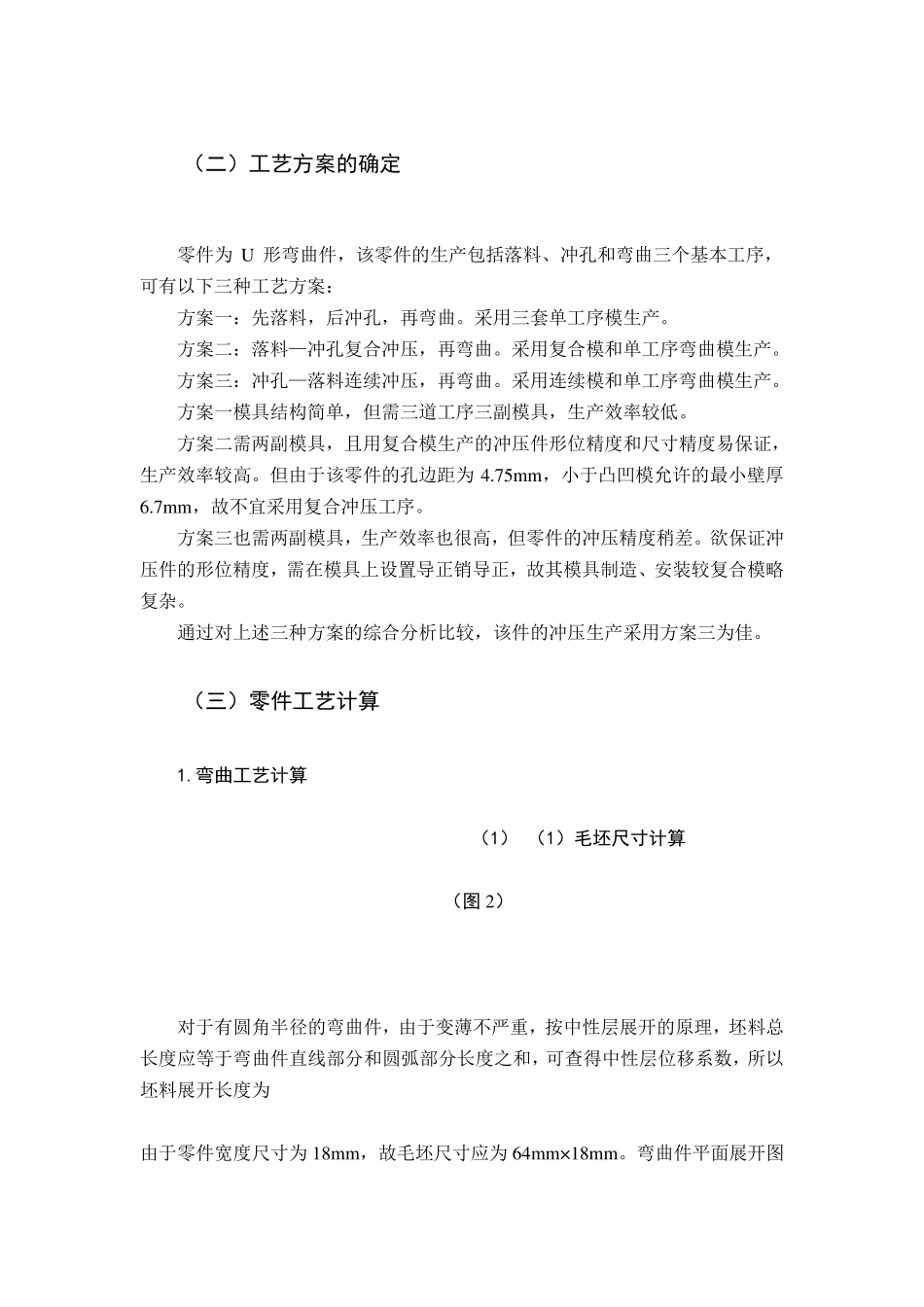
(三)零件工艺计算 1
弯曲工艺计算 (1) (1)毛坯尺寸计算 (图