变形程度及挤压力的计算 挤压件的变形程度计算方法和许用变形程度: 1.变形程度的表示方法: 挤压变形程度是表示挤压时金属塑性变形量大小的指标
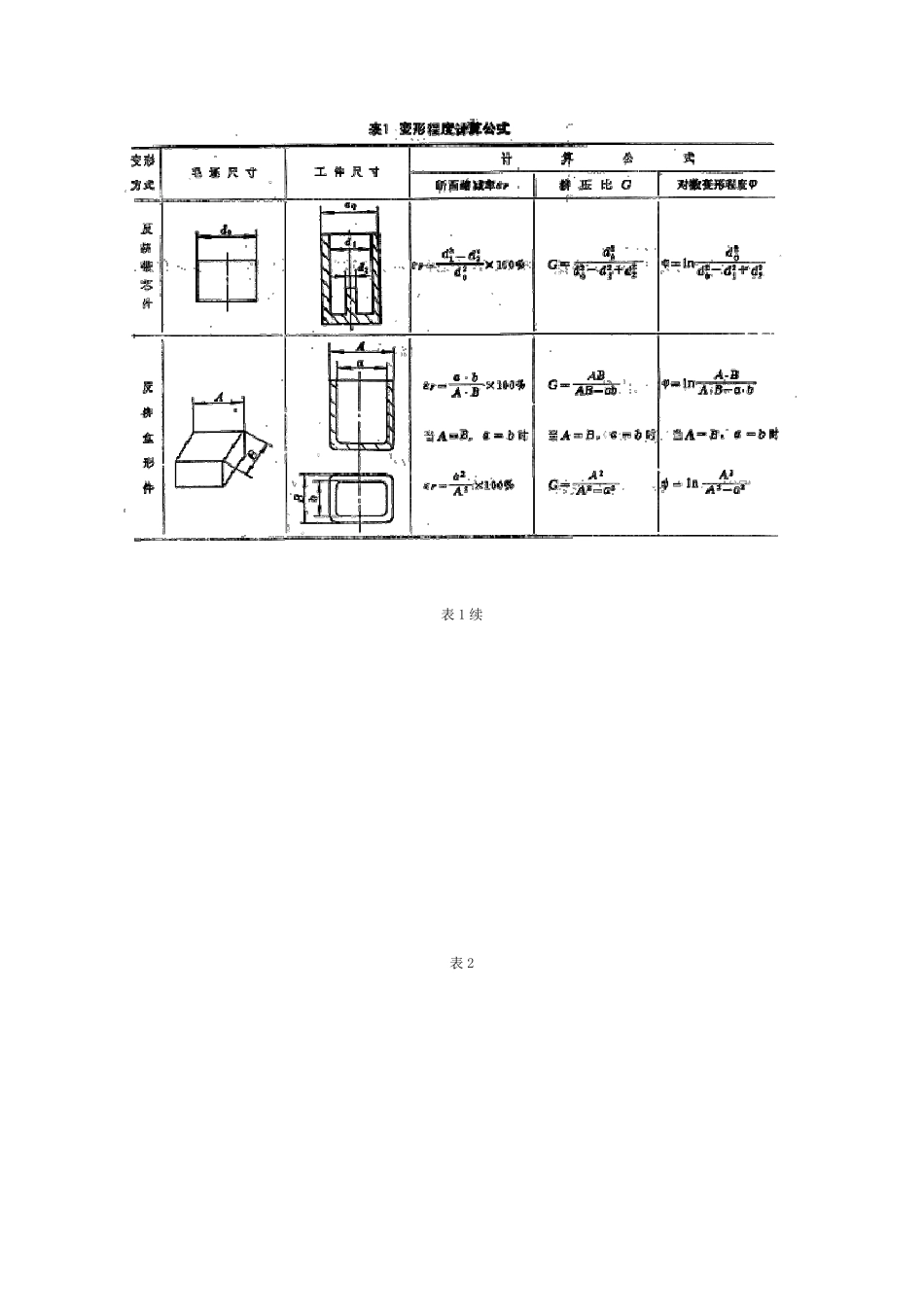
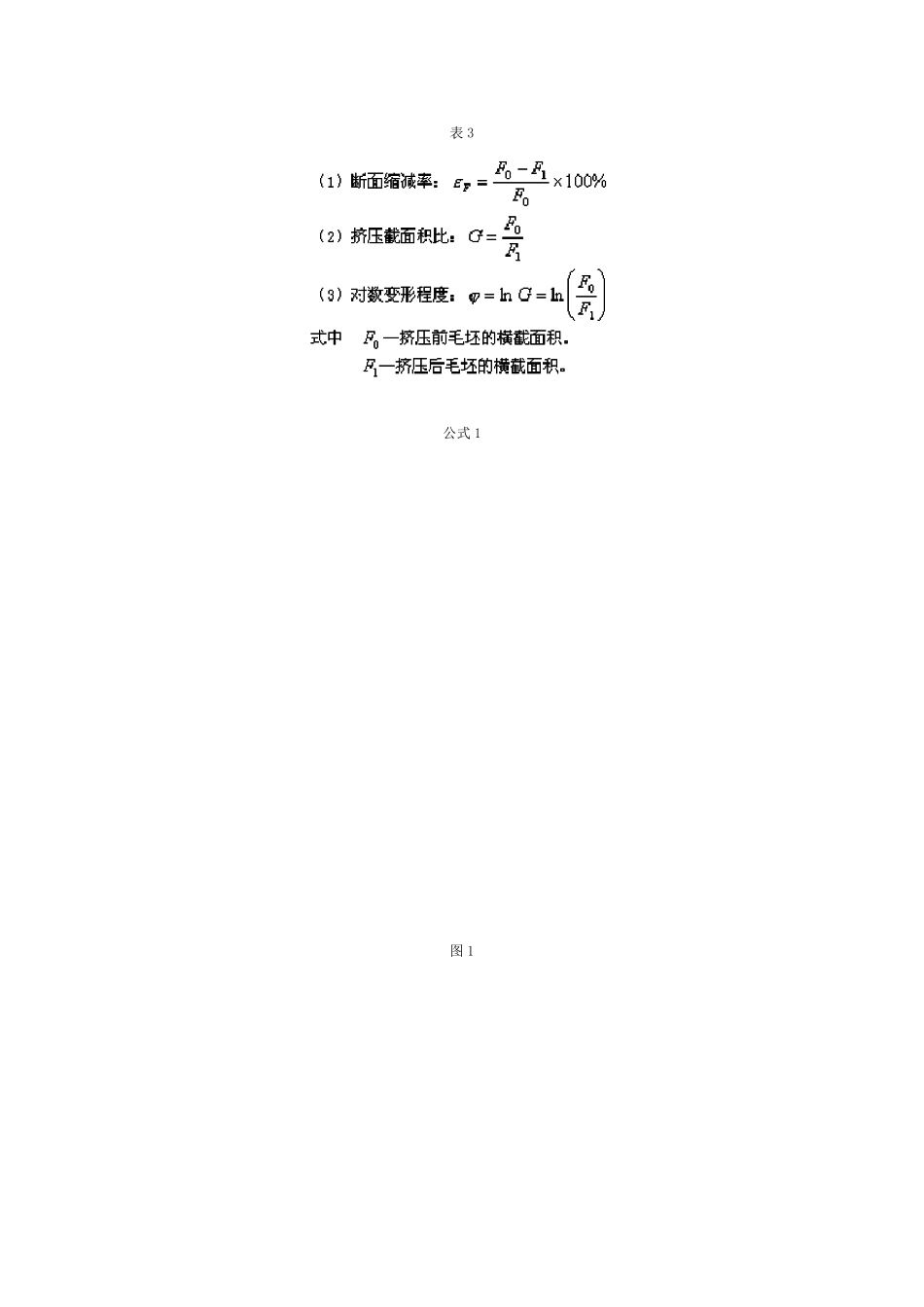
变形程度可用不同的方法表示:见公式 1
2.变形程度计算公式: 见表1 3.许用变形程度: 对于不同的冷挤压材料在不同的工艺参数条件下,应按同一许用单位挤压力来决定其冷挤压变形程度
对于中小型零件的正常批量生产可采用2000 至 2500Mpa 作为许用单位挤压力
正挤压许用变形程度:图 1 为碳钢正挤压的许用变形程度
反挤压许用变形程度:图 2 为碳钢反挤压的许用变形程度
碳素钢及某些低合金钢的许用变形程度也可参考表2
有色金属的许用变形程度见表3
表1 表1 续 表2 表3 公式 1 图 1 图2 1.图算法确定挤压力 A.黑色金属挤压力的图算法:图1、图2、图3 为正挤实心件、正挤空心件、反挤压的挤压力的计算图
用这组图表计算挤压力时,毛坯应经软化退火,并在挤压前进行磷化、润滑处理
它的计算方法见图上虚线所示
B.有色金属挤压力的图算法:图 4、图5、图6 分别为正挤实心件、正挤空心件、反挤压的单位挤压力P 的计算图表
冷挤压的总挤压力可按公式 1 计算: 2. 计算法确定挤压力 用下列公式求冷挤压的单位压力: A.正挤压实心件的单位挤压力:见公式 2
B.反挤压的单位挤压力:见公式 3
C.复合挤压的单位挤压力:复合挤压的压力低于单向正挤压和单向反挤压的压力
3. 镦粗变形力的计算 A.自由镦粗时变形力:见公式 5
B.其它形式镦粗时变形力:见公式 6
C.其它变形方法的单位压力:表 2 列出了不同钢种、各种变形方式的单位压力,可作计算时参考
表 1 表2 公式 1 公式 2 公式 3 公式 4 公式 5 公式 6 图 1 图 2 图 3 图 4 图 5 图 6 图 7 图 8 图9