1 前言 2 表面粗糙度的研究 2
1 表面粗糙度的分类 2
2 对表面粗糙度的控制 3 各种毛化工艺的比较 3
1 喷丸毛化技术 3
2 电火花毛化技术 3
3 激光毛化技术 4 激光毛化工艺的应用 4
1 激光毛化工艺可显著提高轧辊使用寿命 · 表面改性与细晶强化作用 · 毛化形貌的耐磨作用 · 表面应力松驰的韧化作用 4
2 对冷轧生产的作用 • 避免轧制时“粘钢” • 提高轧制速度和压下率 • 减轻轧制“横纹” • 消除退火产生的“粘连” • 改善轧件表面质量 • 在普通冷带轧机上实现异步轧制 4
3 提高产品使用性能 • 改善深冲性能 • 提高涂装性能和鲜映度 • 改善抗摩擦性能 • 新板型的开发 1 前言 具有特殊表面形貌的冷轧薄钢板在制造业中有着广泛的应用,特别是在汽车和家电产业中
在冷轧薄钢板的生产和应用研究中,人们发现冷轧板的一系列表面形貌参数对钢板的冲压性、涂层后光亮度等工艺性能有重要影响,而冷轧板的表面形貌在很大程度上又取决于冷轧生产过程中工作辊及平整辊的表面形貌
实质上,轧制钢板的表面形貌是轧辊表面形貌的衰减性“拷贝”
因此,研究、控制冷轧轧辊及冷轧钢板表面形貌的轧辊毛化技术应运而生
轧辊毛化技术包括毛化钢板表面形貌与其工艺性能之间关系的研究、轧辊毛化工艺过程的研究及毛化设备的研制
80 年代以来,先进工业国家对轧辊毛化技术进行了许多研究并付诸工业应用,随着汽车、家电等产业的发展,对冷轧薄板提出了更高的品质要求
冷轧钢板的表面形貌和工艺性能研究发现,为了改善冷轧钢板的冲压性能和涂层光亮度等工艺性能,描述冷轧板的表面形貌,要引入包括传统的表面粗糙度在内的一系列参数作为判据
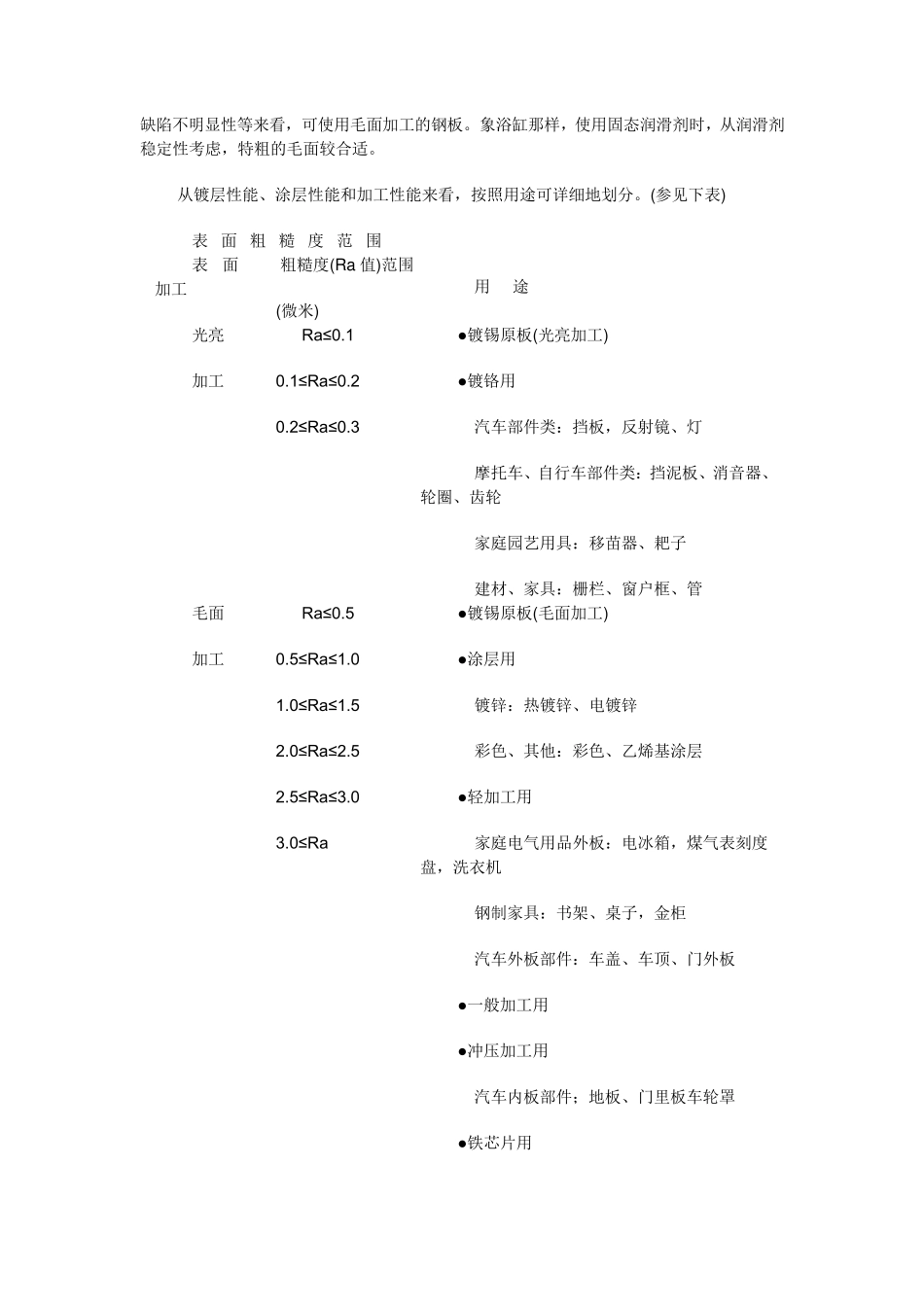
表面粗糙度 Ra:毛化轧辊的Ra 一般在l~10μ m 之间
Ra 较大,有利于改善短材的冲压性能和涂层牢固度,而 Ra 较小时,有利于提高板材涂层后的光亮度
峰值密度 P