钣金常用焊接规范选编1、主题与范围1
1 本规范选编了薄板焊接常用方法及工艺要求
2 本规范适用于我公司架、箱、柜、操作台等产品的焊接
1、3 本规范可作为分析焊接不合格产生原因的依据2、目的掌握和实施本焊接技术规范,可以保证产品的焊接质量,从而最终满足客户要求
3、薄板常用焊接工工艺3
1 焊接方法代号和焊缝基本符号3
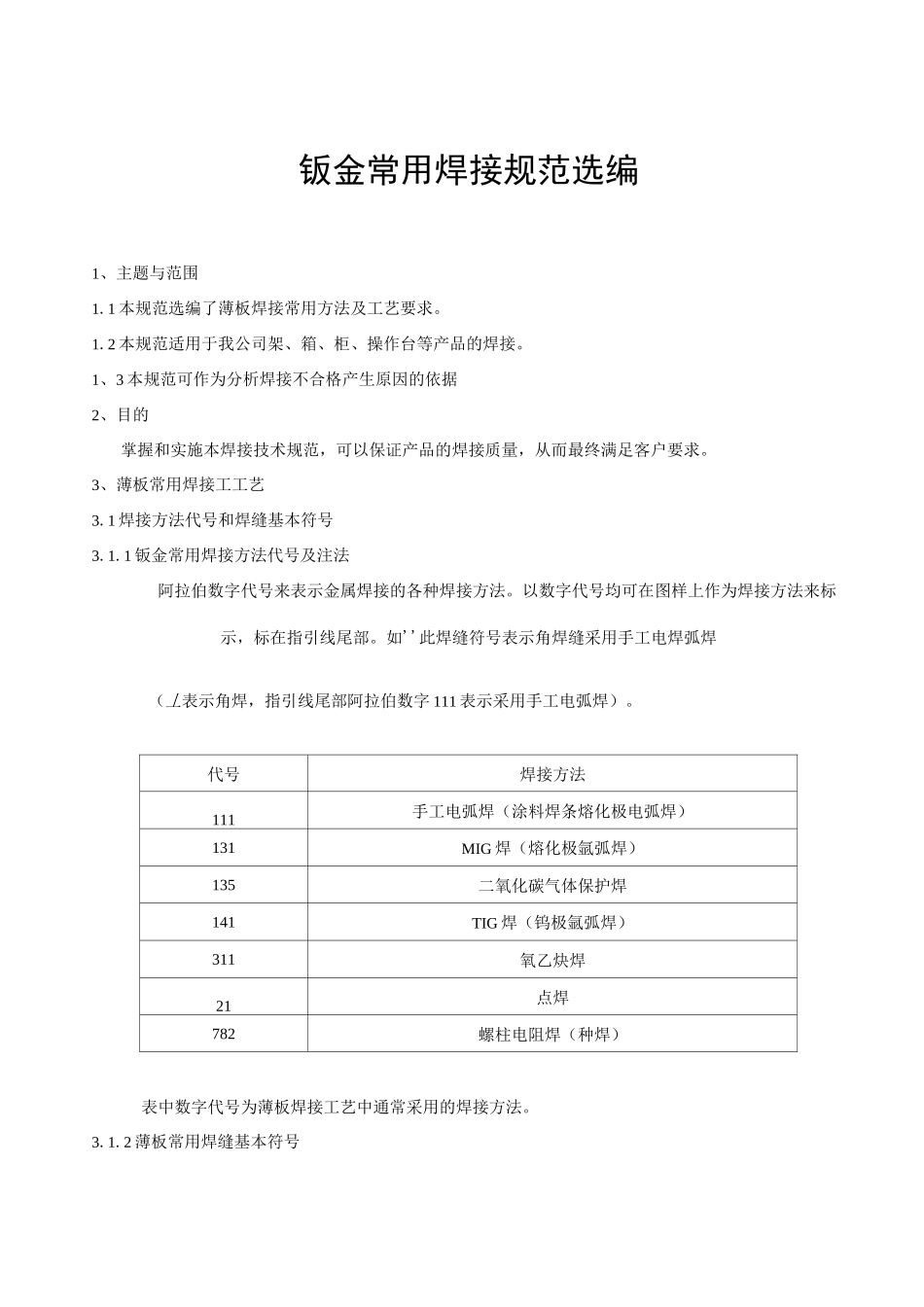
1 钣金常用焊接方法代号及注法阿拉伯数字代号来表示金属焊接的各种焊接方法
以数字代号均可在图样上作为焊接方法来标示,标在指引线尾部
如''此焊缝符号表示角焊缝采用手工电焊弧焊(丄表示角焊,指引线尾部阿拉伯数字 111 表示采用手工电弧焊)
代号焊接方法111手工电弧焊(涂料焊条熔化极电弧焊)131MIG 焊(熔化极氩弧焊)135二氧化碳气体保护焊141TIG 焊(钨极氩弧焊)311氧乙炔焊21点焊782螺柱电阻焊(种焊)表中数字代号为薄板焊接工艺中通常采用的焊接方法
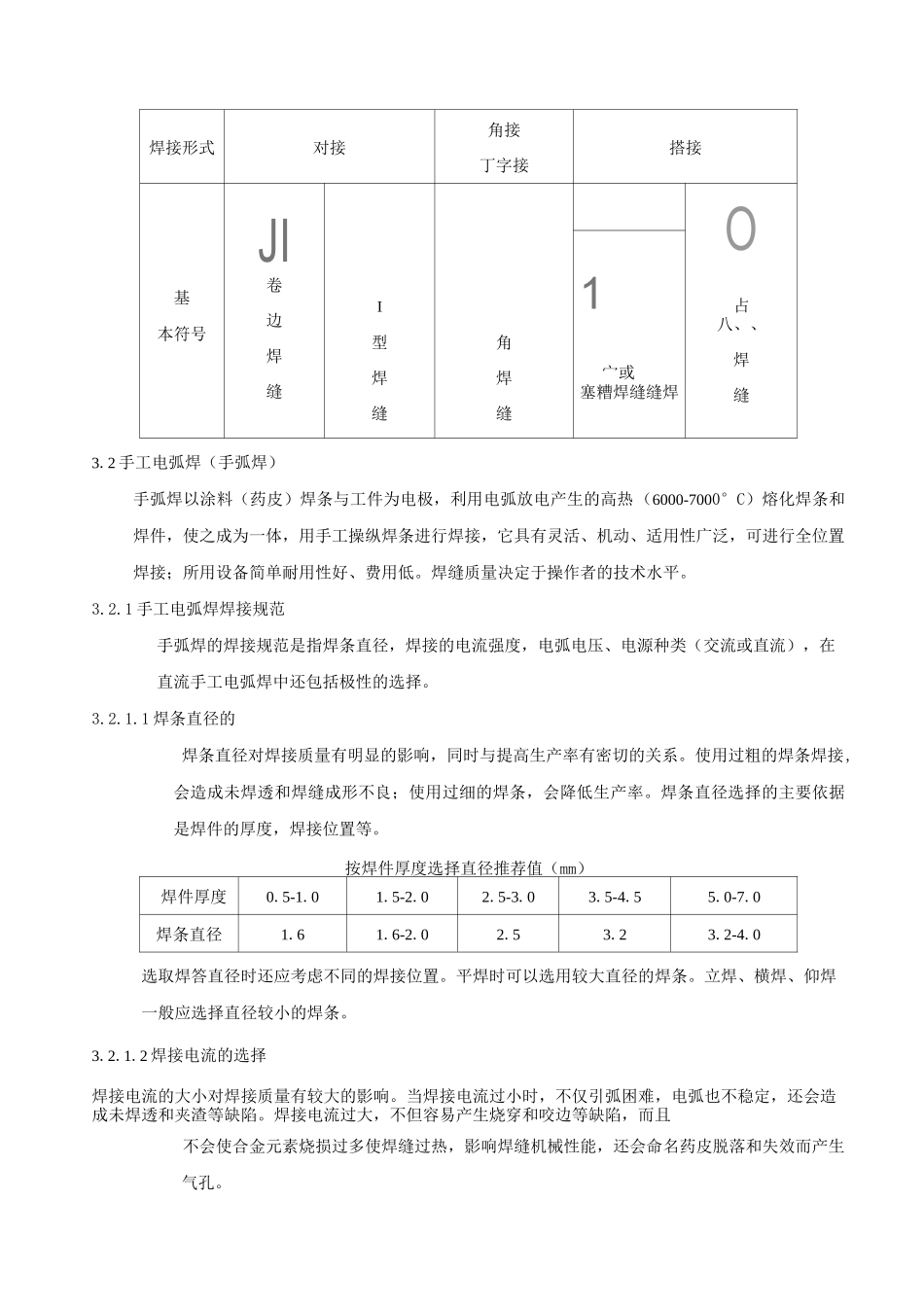
2 薄板常用焊缝基本符号焊接形式对接角接丁字接搭接基本符号JI卷边焊缝I型焊缝角焊缝O占八、、焊缝1宀或塞糟焊缝缝焊3
2 手工电弧焊(手弧焊)手弧焊以涂料(药皮)焊条与工件为电极,利用电弧放电产生的高热(6000-7000°C)熔化焊条和焊件,使之成为一体,用手工操纵焊条进行焊接,它具有灵活、机动、适用性广泛,可进行全位置焊接;所用设备简单耐用性好、费用低
焊缝质量决定于操作者的技术水平
1 手工电弧焊焊接规范手弧焊的焊接规范是指焊条直径,焊接的电流强度,电弧电压、电源种类(交流或直流),在直流手工电弧焊中还包括极性的选择
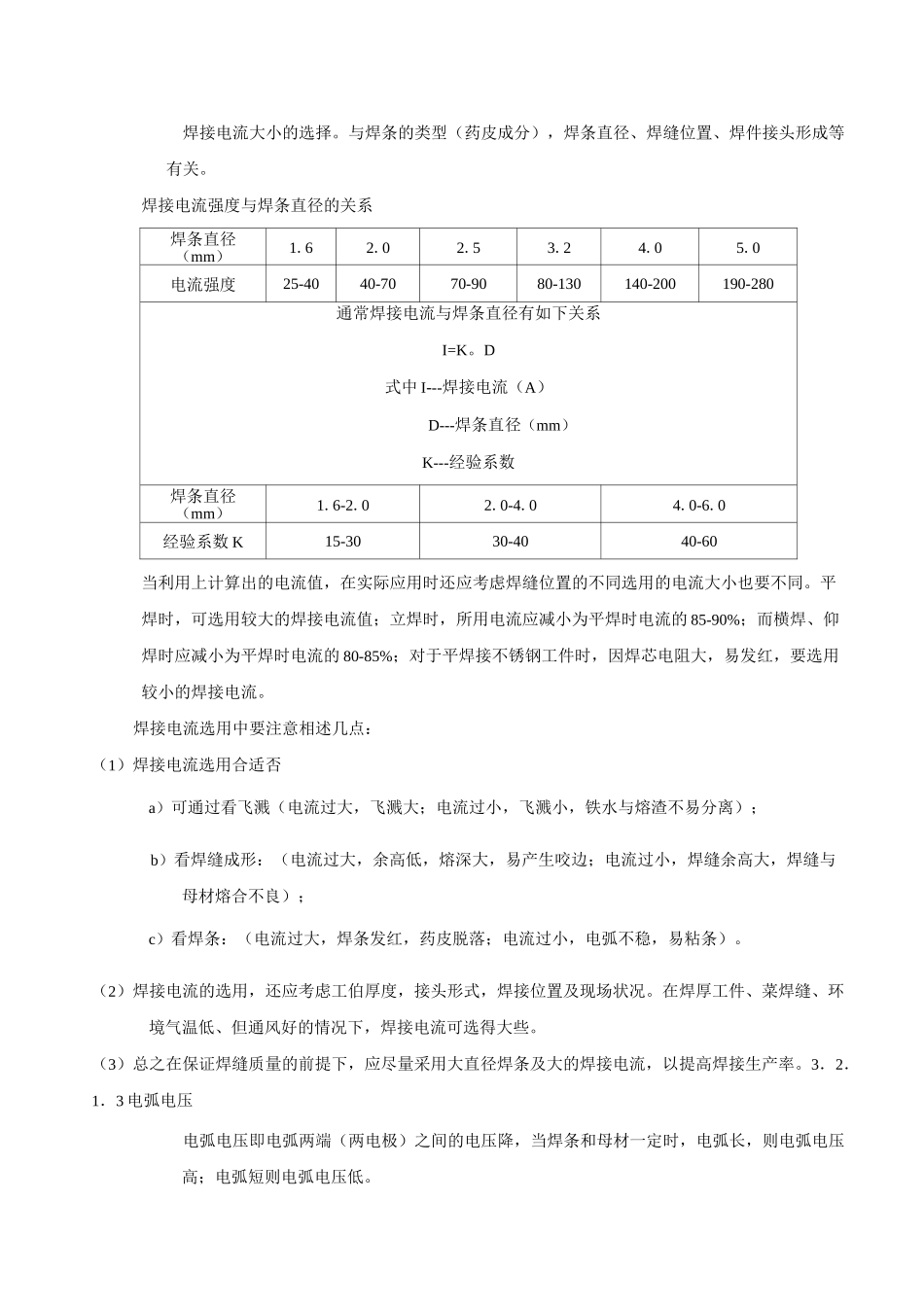
1 焊条直径的焊条直径对焊接质量有明显的影响,同时与提高生产率有密切的关系
使用过粗的焊条焊接,会造成未焊透和焊缝成形不良;使用过细的焊条,会降低生产率
焊条直径选择的主要依据是焊件的厚度,焊接位置等
按焊件厚度选择