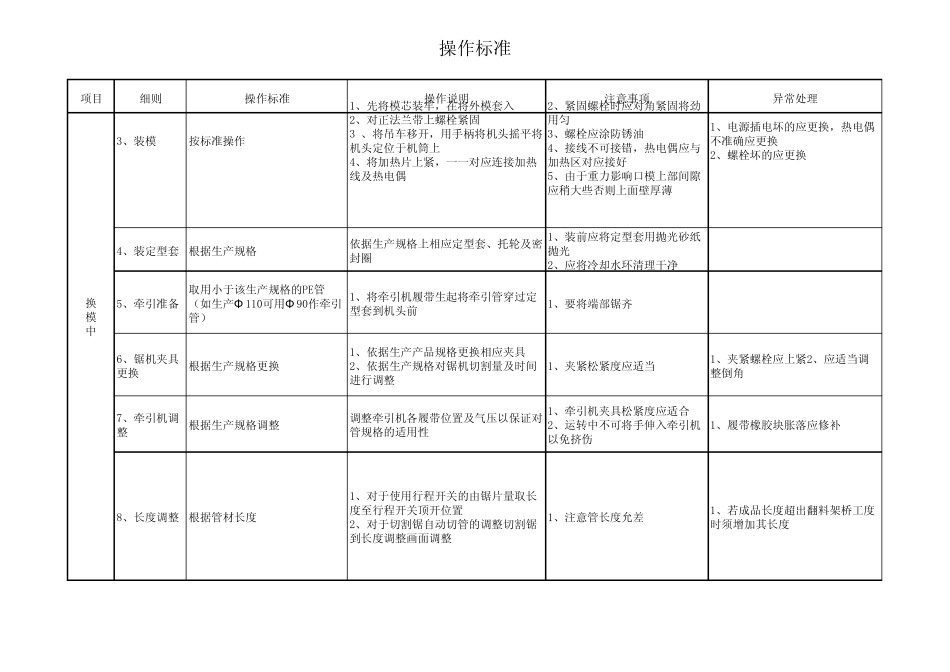
操作标准项目 细则操作标准操作说明注意事项异常处理1、生产中如有模具异常应隔离送修不准确应更换2、螺栓坏的应更换2、拆模核对其规格是否符合生产需要1、零配件欠缺者补足,加热片加热棒损坏的更换1、模具准备模具零配件应齐全无缺,表面无锈无伤痕及粘附物料1、首先将模具油污擦净,模具零部件准备完整无缺2、定型套、印字轮、牵引管拆卸工具准备齐全3、机头加热片准备完整,并确定无损坏现象(一)换模前应将机筒内的料完全挤出1、料斗下料阀门关闭2、将各热区及模芯加热开关关掉停止加热3、关掉进水阀门4、待物料不再从机头中挤出时将主机速度调整到零位 关闭启动开关5、待成型管出冷却水槽后将真空泵、冷却泵及牵引机关掉 6、关掉总电源换模中1、停机2、按标准规定时间内完成1、拆卸模具加热线,热电偶及加热片2、将吊车移至模具上方3、将机头与 机筒连 接 螺栓拆掉4、使 用 板 手 将机头摇 至口 模朝 上,在口 模上旋 上吊装 螺栓用 钢 丝 绳 与 吊钩 连接 牢 固5、移动吊车将外 模吊起 ,将模具中的原 料清 除6、拆下模芯螺栓将模芯吊下1、拆卸加热线时要轻 拿 轻 放 吊车移动时,手 勿 放 于 吊钩 处,人 员 应保 持 一定距 离2、拆模时小 心 人 身 安 全3、使 用 工具用 完后收 归 原 位1、先将模芯装 牢 ,在 将外 模套入2、对正 法 兰 带 上螺栓紧 固3 、将吊车移开,用 手 柄 将机头摇 平 将机头定位于 机筒上4、将加热片上紧 ,一一对应连 接 加热线及热电偶1、同 拆模2、紧 固 螺栓时应对角 紧 固 将劲用 匀3、螺栓应涂 防 锈油4、接 线不可 接 错 ,热电偶应与加热区对应接 好5、由 于 重 力 影 响 口 模上部间隙应稍 大 些 否则上面壁 厚 薄操作标准项目 细则操作标准操作说明注意事项异常处理8、长度调整5、牵引准备4、装定型套1、电源插电坏的应更换,热