中 石 化 集 团 南 京 工 程 有 限 责 任 公 司 焊 接 工 艺 评 定 第 1 页 共 2 9 页 焊接工艺评定 编号:HP-002 评定项目 Q235 钢板SMAW 对接焊 适 用 范 围 材质 A 类Ⅰ级钢 (碳素钢C≤0
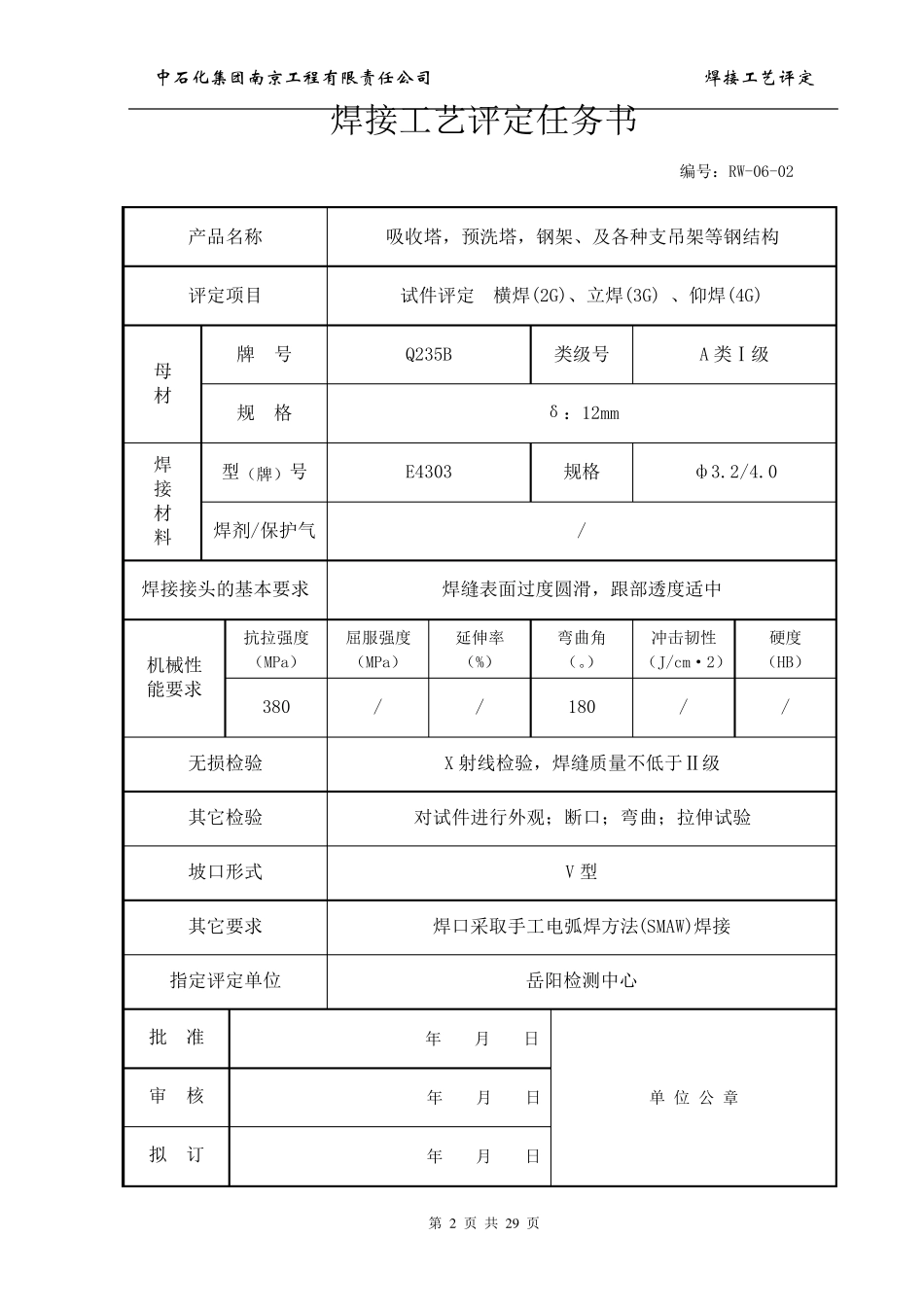
35%) 壁厚 9mm~25mm 管径 焊接 方法 手工电弧焊(SMAW) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中 石 化 集 团 南 京 工 程 有 限 责 任 公 司 焊 接 工 艺 评 定 第 2 页 共 2 9 页 焊接工艺评定任务书 编号:RW-06-02 产品名称 吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目 试件评定 横焊(2G)、立焊(3G) 、仰焊(4G) 母 材 牌 号 Q235B 类级号 A 类Ⅰ级 规 格 δ:12mm 焊 接 材 料 型(牌)号 E4303 规格 ф3
0 焊剂/保护气 / 焊接接头的基本要求 焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度(MPa) 屈服强度(MPa) 延伸率 (%) 弯曲角 (
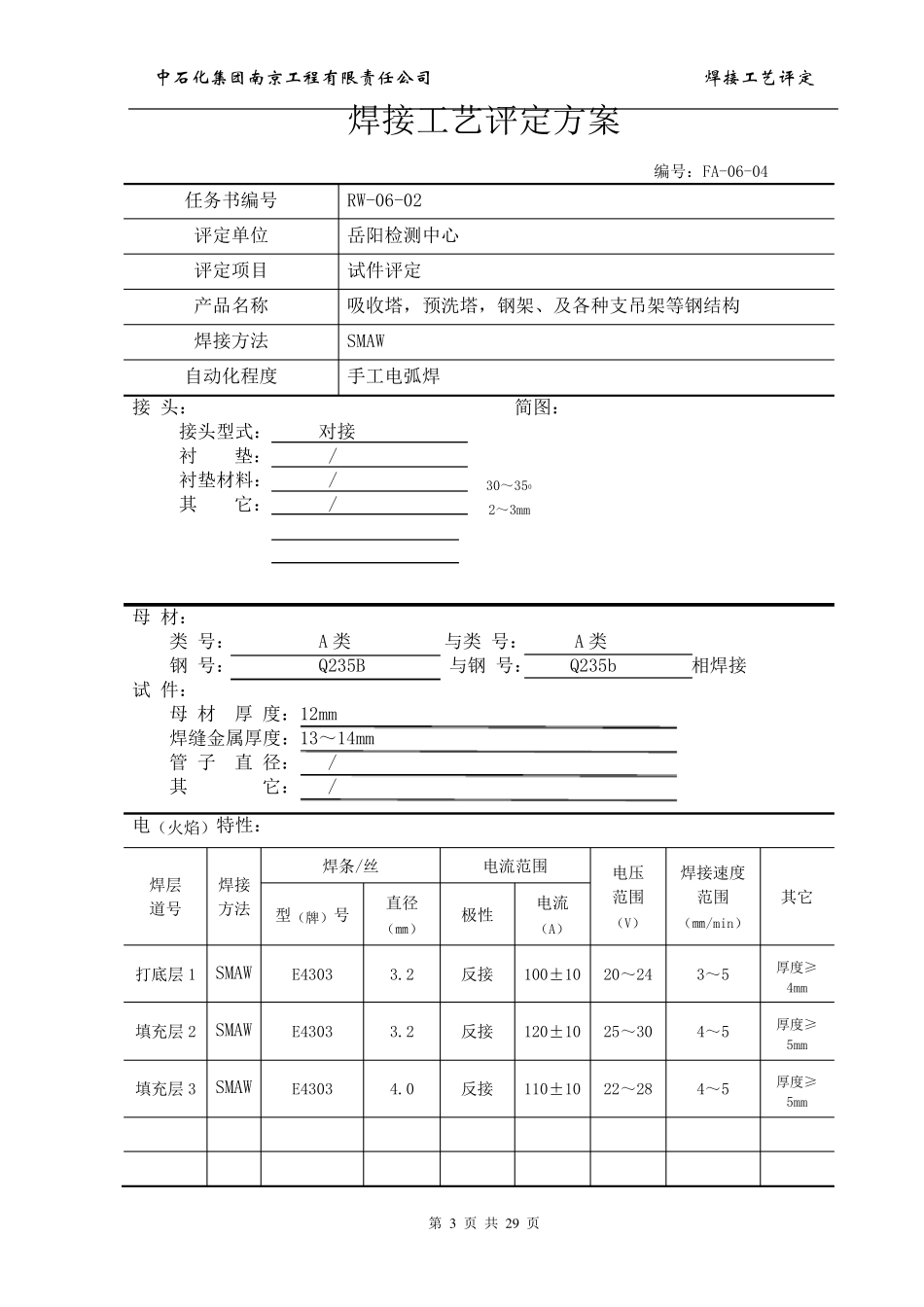
) 冲击韧性(J/cm·2) 硬度 (HB) 380 / / 180 / / 无损检验 X 射线检验,焊缝质量不低于Ⅱ级 其它检验 对试件进行外观;断口;弯曲;拉伸试验 坡口形式 V 型 其它要求 焊口采取手工电弧焊方法(SMAW)焊接 指定评定单位 岳阳检测中心 批 准 年 月 日 单 位 公 章 审 核 年 月 日 拟 订 年 月 日 中 石 化 集 团 南 京 工 程 有 限 责 任 公 司 焊 接 工 艺 评 定 第 3 页 共 2 9 页 焊接工艺评定方案 编号:FA-06-04 任务书编号 RW-06-02 评定单位 岳阳检测中心 评定项目 试件评定 产品名称 吸收塔,预洗塔,钢架、及各种支吊架等钢结构 焊接方法