山东泰山阳光电器股份有限公司隔爆壳体制造及出厂检验标准编制:审核:批准:隔爆壳体制造及出厂检验标准一、一般规定1
本标准适用于本公司隔爆壳体制造
如图样或技术文件有特殊要求时应按图样或技术文件的规定执行
本标准中各项规定,凡低于国家标准的,均按国家标准执行
原材料牌号应符合图纸规定
各种钢材在下料前应核实尺寸,其公差不符合本标准第 5 条规定者,均需矫正以达到要求公差
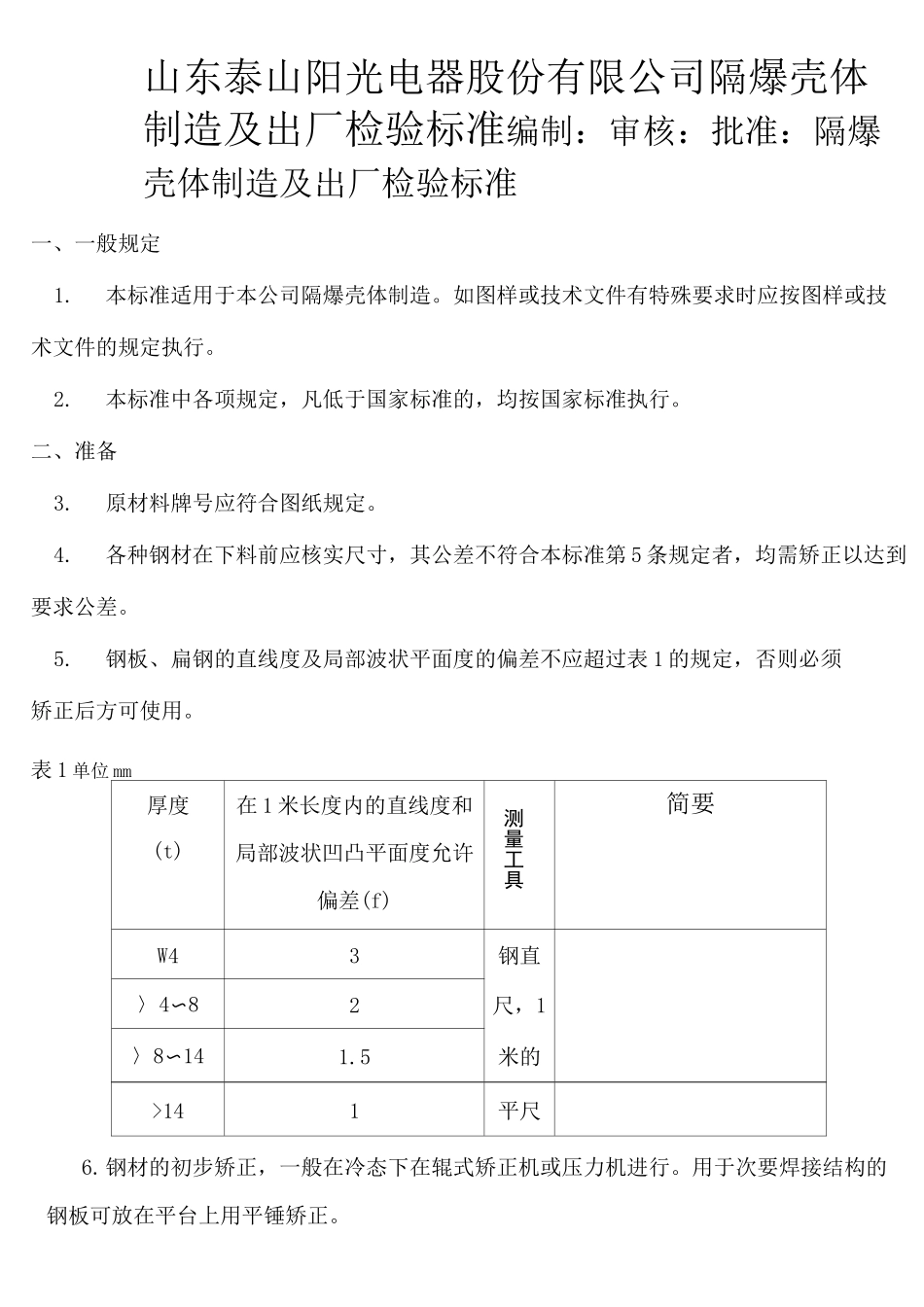
钢板、扁钢的直线度及局部波状平面度的偏差不应超过表 1 的规定,否则必须矫正后方可使用
表 1 单位 mm厚度(t)在 1 米长度内的直线度和局部波状凹凸平面度允许偏差(f)测量工具简要W43钢直〉4〜82尺,1〉8〜141
5米的>141平尺6
钢材的初步矫正,一般在冷态下在辊式矫正机或压力机进行
用于次要焊接结构的钢板可放在平台上用平锤矫正
钢材的矫正一般变形程度不大时,可用冷矫方法,弯曲较大的钢材应加热至900°C〜1100°C 时矫正
矫正后的钢材表面不得有裂纹及明显痕迹,锤击痕深度对钢板为0
5mm,扁钢 1mm(立面上)
三、号料前的准备8
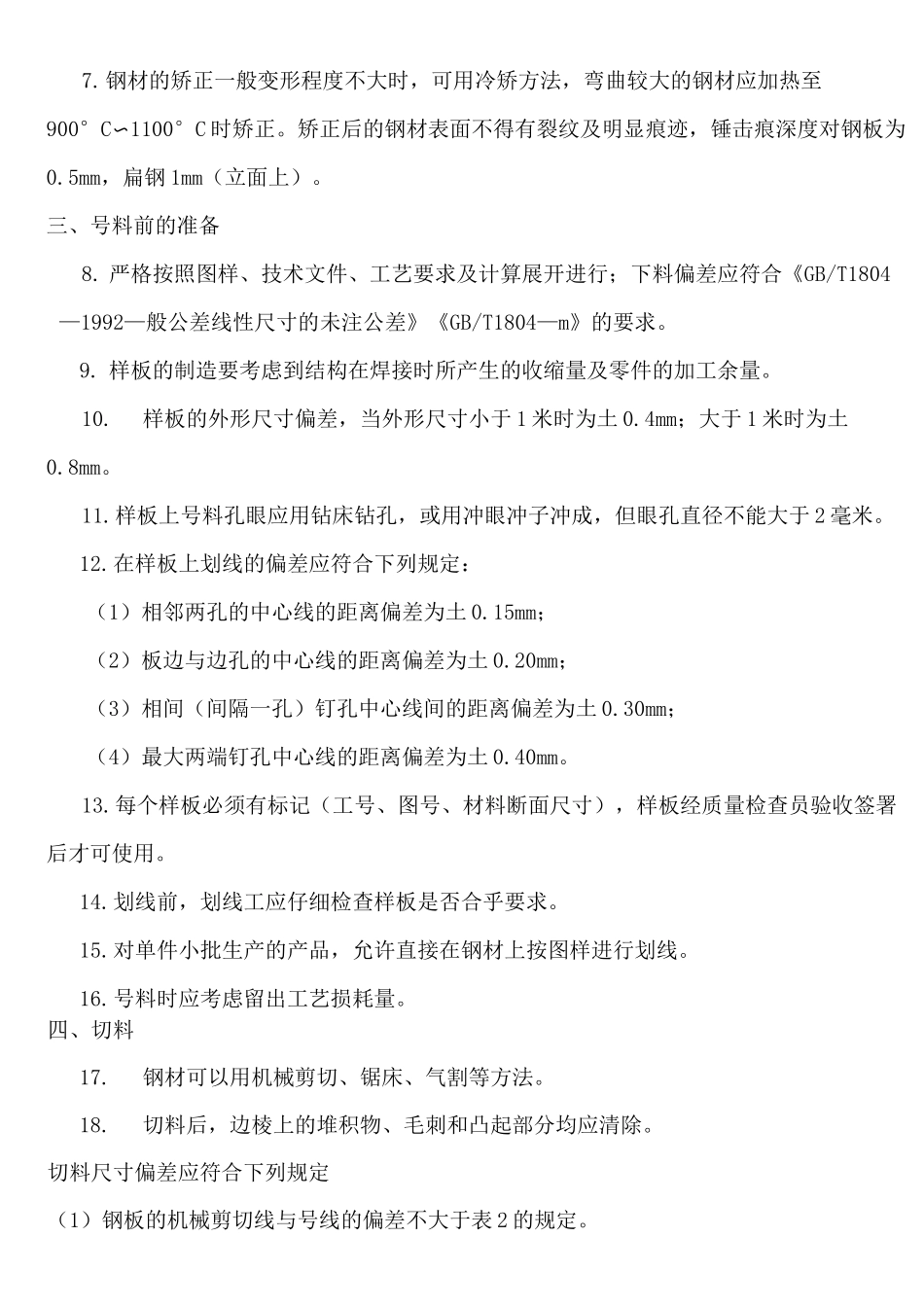
严格按照图样、技术文件、工艺要求及计算展开进行;下料偏差应符合《GB/T1804—1992—般公差线性尺寸的未注公差》《GB/T1804—m》的要求
样板的制造要考虑到结构在焊接时所产生的收缩量及零件的加工余量
样板的外形尺寸偏差,当外形尺寸小于 1 米时为土 0
4mm;大于 1 米时为土0
样板上号料孔眼应用钻床钻孔,或用冲眼冲子冲成,但眼孔直径不能大于 2 毫米
在样板上划线的偏差应符合下列规定:(1)相邻两孔的中心线的距离偏差为土 0
15mm;(2)板边与边孔的中心线的距离偏差为土 0
20mm;(3)相间(间隔一孔)钉孔中心线间的距离偏差为土 0
30mm;(4)最大两端钉孔中心线的距离