s7-200/300/400 与岛电SR93 温控仪表通信 1、 引言 智能控制仪表是工业控制中最常用的控制器之一,其主要是针对某一特定的参数(如压力、温度、流量等),采用先进的控制算法(如PID、自适应 PID、模糊逻辑等)来达到精确控制被控参数的目的,具有专业性强、智能化高、控制算法先进、使用方便等特点
但各个厂家的智能控制仪表存在着通讯协议不统一,通讯网络简单如仅提供 RS485 网络,RS232 网络等缺点,因此要把智能控制仪表集成到工厂 SCADA HMI(Su perv isory Control And Data Acqu isition Hu man Machine Interface)系统就比较难以实现
而可编程逻辑控制器(简称 PLC)以其运行可靠、集成度高、可扩展性强而在工业控制中得到广泛的应用,而且各个PLC 生产厂家提供了多种通讯模块,如工业以太网 Ethernet 模块,Profibu s DP现场总线模块,AS-I 模块,点到点串行通讯模块等
因此可以利用 PLC 的通讯模块读取智能控制仪表中的数据,然后通过 PLC 中的工业以太网模块、现场总线模块连接到企业 SCADA HMI 系统中达到完美的结合
作者在设计某自动化生产线时,需要将日本岛电公司生产的 SR93 系列温控仪表的参数读取到 Siemens 公司的 S7-300 PLC 中,参与实际的连锁控制
SR93 系列温控仪表提供 RS485 通讯接口,但 SR93 系列温控仪表的通讯协议为日本岛电公司自定义的 ASCII 码协议
为了能够将仪表的参数读入到Siemens PLC 中,采用了 Siemens 公司的点到点通讯模块 CP340,通过集成在 CP340 通讯模块中 ASCII 码通讯协议通过 RS485 网络读取仪表中的数据
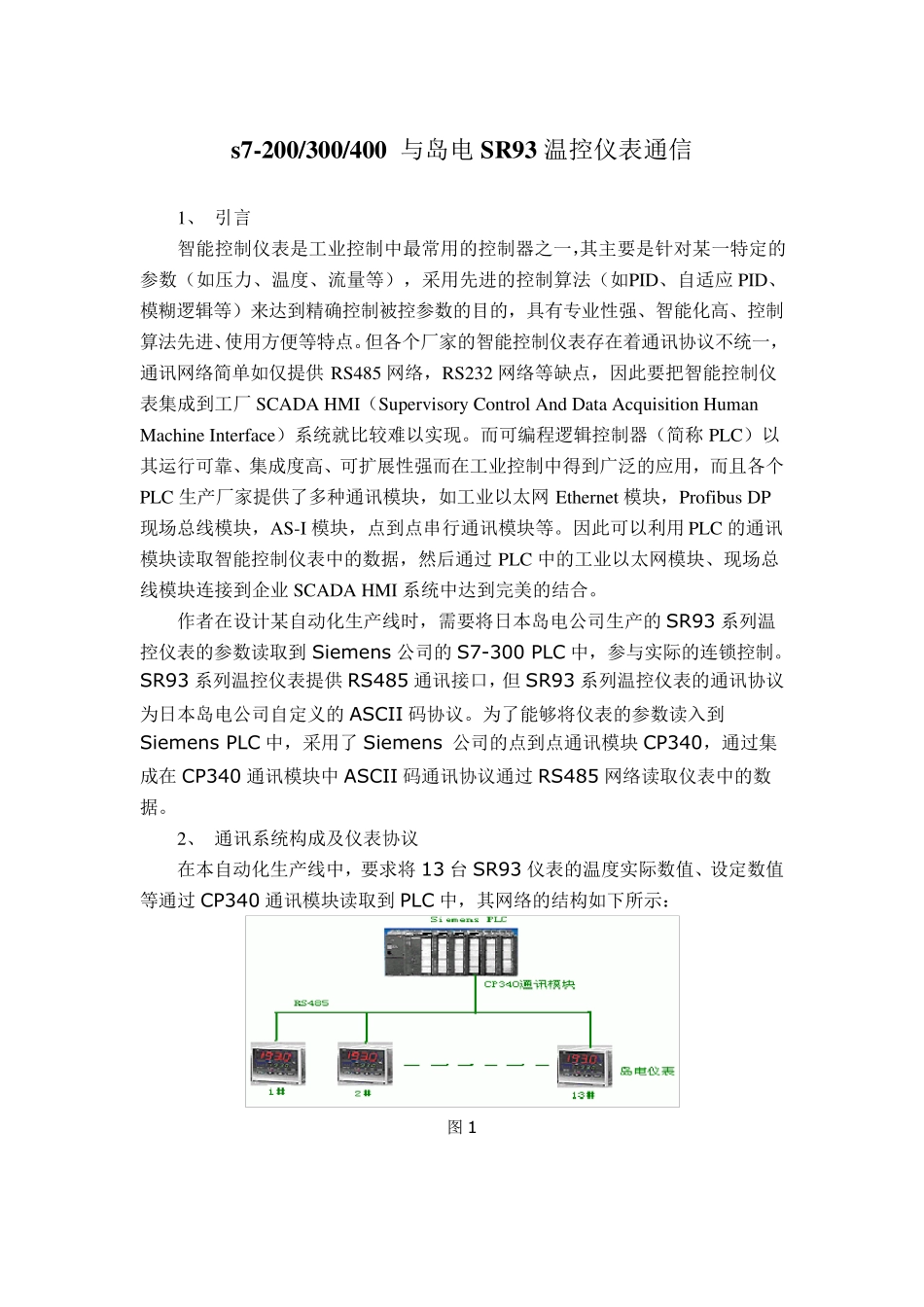
2、 通讯系统构成及仪表协议 在本自动化生产线中