第八章 冲压工艺设计 冲压工艺设计:是指针对某一具体的冲压工件,根据其材料、结构特点、尺寸精度要求以及生产批量,按照现有设备和生产能力,拟定出一套经济合理,技术上切实可行的冲压加工工艺方案
同一种冲压件往往有多种工艺方案,因而必须根据各方面的因素和要求,通过分析比较进行优化设计,最终确定出最佳方案
冲压工艺设计一般以冲压工艺卡片的形式进行表达,在编制卡片过程中不仅要求工艺设计人员本身具备丰富的工艺设计知识和冲压实践经验,而且还要在实际工作中,与产品设计、模具设计人员以及模具制造、冲压生产人员紧密配合,及时采用先进经验并采纳合理化建议,将其贯穿到工艺规程中
冲压工艺卡片是模具设计以及指导冲压生产工艺过程的重要依据
第一节 工艺方案的制定 一、制定工艺方案的原则 在对冲压件进行工艺分析的基础上,考虑冲压工序的性质、数量、顺序、组合方式以及其它辅助工序的安排,拟定出最佳工艺方案
1、工序性质的确定 工序性质是指某种冲压件所需要的冲压工序的种类,如分离工序中的冲孔、落料、切边,成形工序中的弯曲、翻边、拉深等
工序性质的确定主要取决于冲压件的结构形状、尺寸精度,同时需要考虑工件的变形性质和具体的生产条件
工序性质的确定,应遵循以下原则: (1)工序性质应与工艺性状相吻合 所谓工艺性状是指制件的材料性能和几何形状对某工序成形的适应状态
在一定条件下,每种冲压工序都有在其变形规律支配下的工艺性状范围,只要材质性能和冲压件形状与之适应,该制件就可由该工序成形
从坯料向零件成形的多道工序中,这种材料性能和工序件形状在每一冲压工序后都会发生变化,因而前道工序的性质应能保证制件的工艺性状变化适合于下道工序的工艺性状范围
依此安排各个工序,使坯料得以顺利地向零件转化
由此,冲压件本身在很大程度上就决定了工序的性质,但有时又不十分明显,需要通过工艺计算才能确定
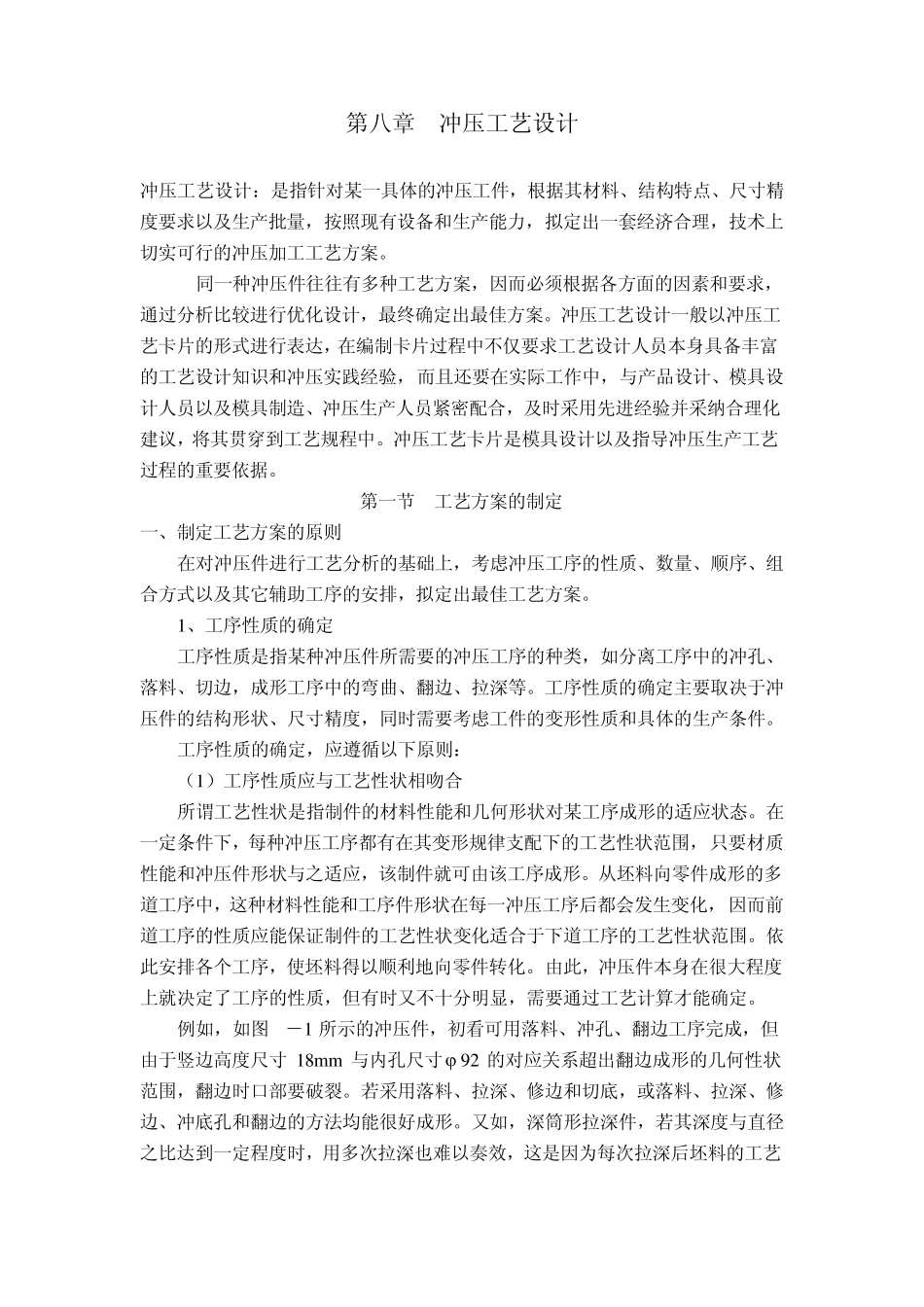
例如,如图 8-1 所示的冲