前言 数控车床通常连续实行各种切削加工,刀架在换刀时前一刀具刀尖位置和新换的刀具位置之间会产生差异,刀具安装也存在误差、刀具磨损和刀尖圆弧半径等误差,若不利用刀具补偿功能予以补偿,就切削不出符合图样要求形状的零件
此外,合理利用刀具补偿还可以简化编程
数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿
1 刀具位置补偿 加工过程中,若使用多把刀具,通常取刀架中心位置作为编程原点,即以刀架中心
为程序的起始点,如图 1 所示,而刀具实际移动轨迹由刀具位置补偿值控制
由图 1(a)可见,刀具位置补偿包含刀具几何补偿值和磨损补偿值
图 1 刀具位置补偿 由于存在两种形式的偏移量,所以刀具位置补偿使用两种方法,一种方法是将几何补偿值和磨损补偿值分别设定存储单元存放补偿值,其格式为: 另一种方法是将几何偏移量和磨损偏移量合起来补偿,如图(b)所示,其格式为: 总补偿值存储单元编号有两个作用,一个作用是选择刀具号对应的补偿值,并执行刀具位置补偿功能;另一个作用是当存储单元编号 00 时可以取消位置补偿,例如 T0100,表示消去+号刀具当前的补偿值
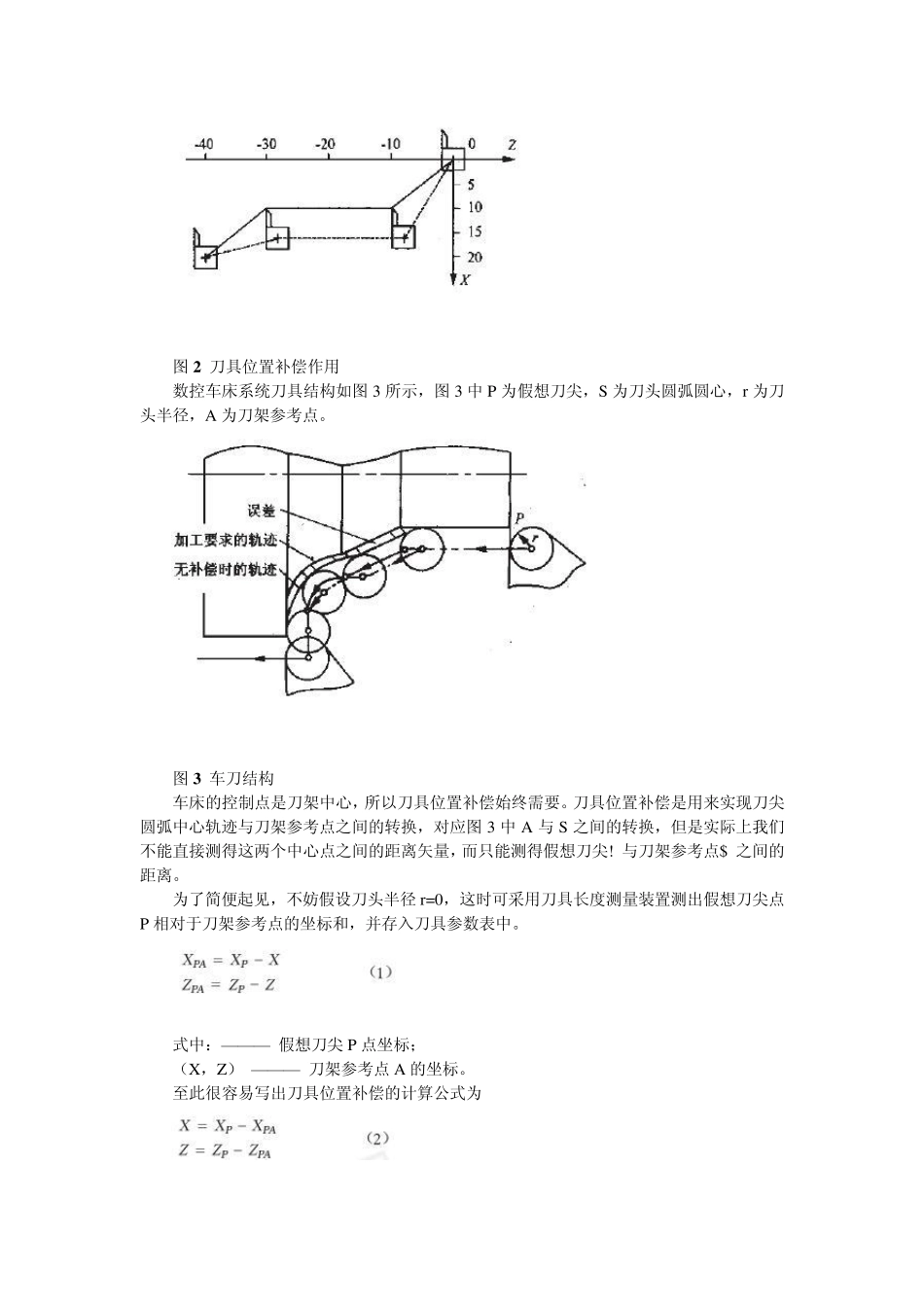
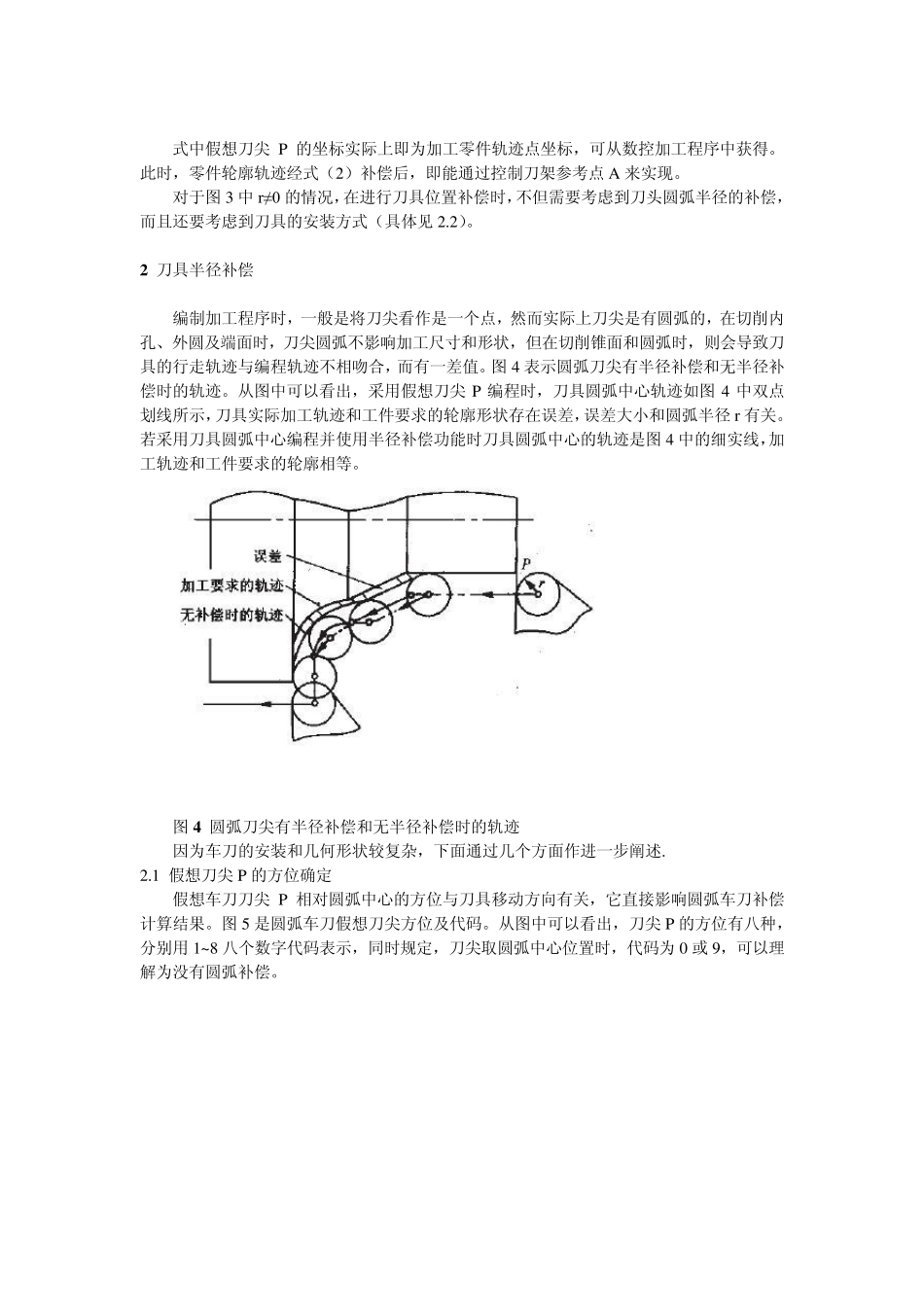
图 2 表示位置补偿的作用,图 2 中的实线是刀架中心 A 点的编程轨迹线,虚线是执行位置补偿时A 点的实际轨迹线,实际轨迹的方位和X、Z 轴的补偿值有关,其程序为: N010 G00 X10 Z-10 T0202; N020 G01 Z-30; N030 X20 Z-40 T0200; 图2 刀具位置补偿作用 数控车床系统刀具结构如图3 所示,图3 中P 为假想刀尖,S 为刀头圆弧圆心,r为刀头半径,A 为刀架参考点
图3 车刀结构 车床的控制点是刀架中心,所以刀具位置补偿始终需要
刀具位置补偿是用来实现刀尖圆弧中心轨迹与刀架参考点之间的转换,对应图3 中A 与 S 之间的转换,但是实际上我们不能直接测得这两个中心点之间的