杭州恒立钣金有限公司 1 杭州恒立钣金有限公司 机 加 工 工 时 计 算 讨 论 稿 编制:徐炳炎 杭州恒立钣金有限公司 2 切削时间的计算工时举例 一、 钻孔切削时间的计算:当被加工零件它所需要的加工内容是,其厚度或长度、所需钻孔的直径及几个孔时、先把它的厚度或者长度设定为 H,孔的数量设定为 n,这是该零件加工的必知条件
因此有了这些条件就可从表中查出 L2、S、V 的数据,它的计算公式:即:切削时间=H+L2V*S *n 例1:某零件其材料厚度 30mm,在平面上有4-Φ 9 通孔
求:所需要的机加工时间是多少(机加工时间即切削时间)
现在已知材料厚度 H=30,孔径Φ =9,孔数 n=4,再从表 1 中查得 L2=2
61,S=0
15(根据经验实际所需)取 0
12,V=800~1000(同样根据经验实际所需)取 900
备注:不保留小数点,小数点后的一位统一进位取整
解:H+L2V*S *n= 30+2
61900*0
12 *4=1
2(分),根据备注得 2 分
答:实际切削时间为 2 分钟
例2:某零件在车床上钻孔,其零件长度为 100mm,孔径为Φ 30mm
零件长度 H=100,孔径Φ =30,再从表 1 中查得 L2=9
28,S=0
20,我们这里取 0
15,V=185~200,我们这里取 195 解:H+L2V*S *n=100+9
28195*0
15 *1=3
74(分),根据备注得 4 分
答:实际切削时间为 4 分钟
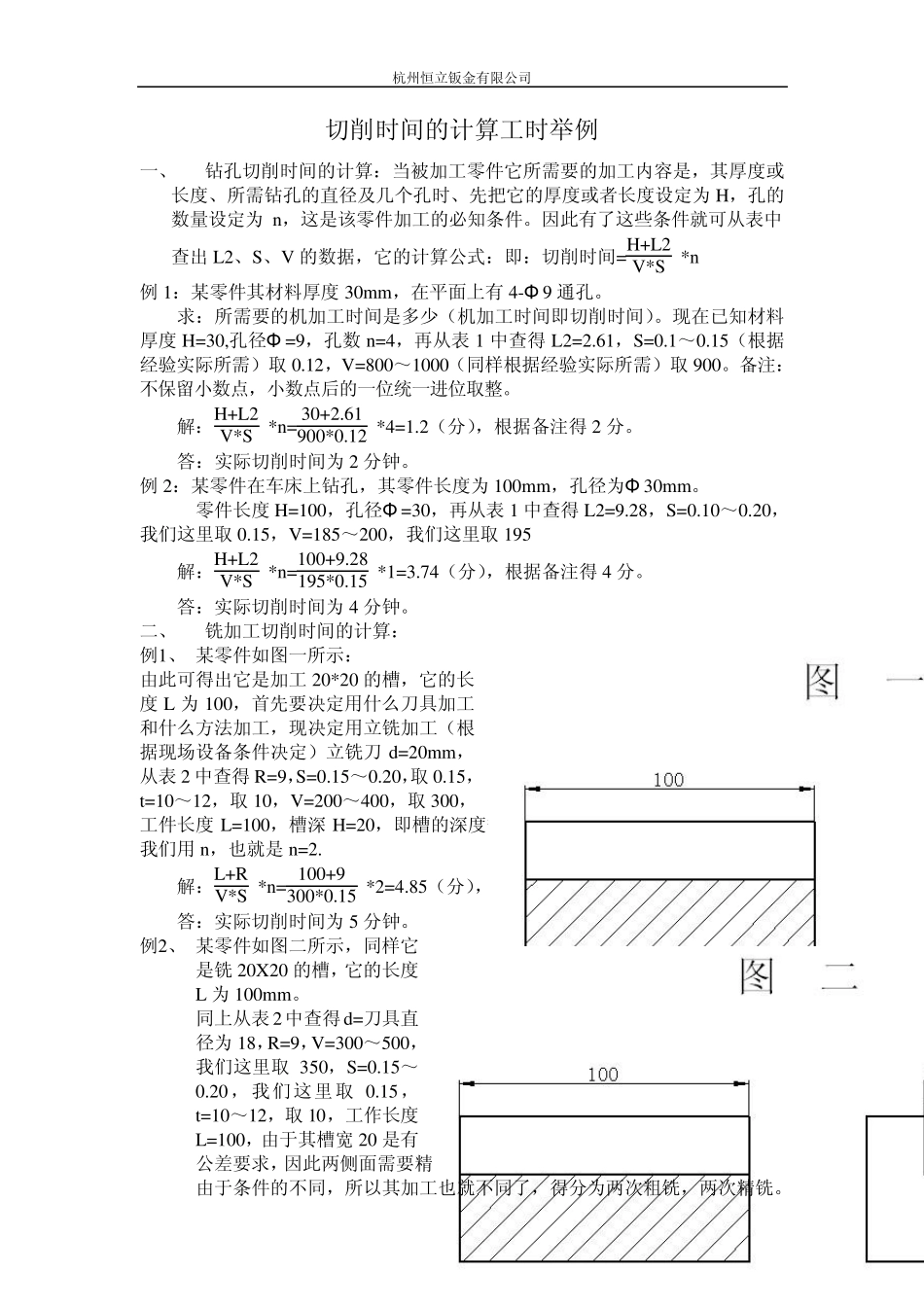
二、 铣加工切削时间的计算: 例1、 某零件如图一所示: 由此可得出它是加工20*20 的槽,它的长度 L 为 100,首先要决定用什么刀具加工和什么方法加工,现决定用立铣加工(根据现场设备条件决定)立铣刀 d=20mm,从表 2 中查得 R=9,S=0
20,取 0
15,t=1