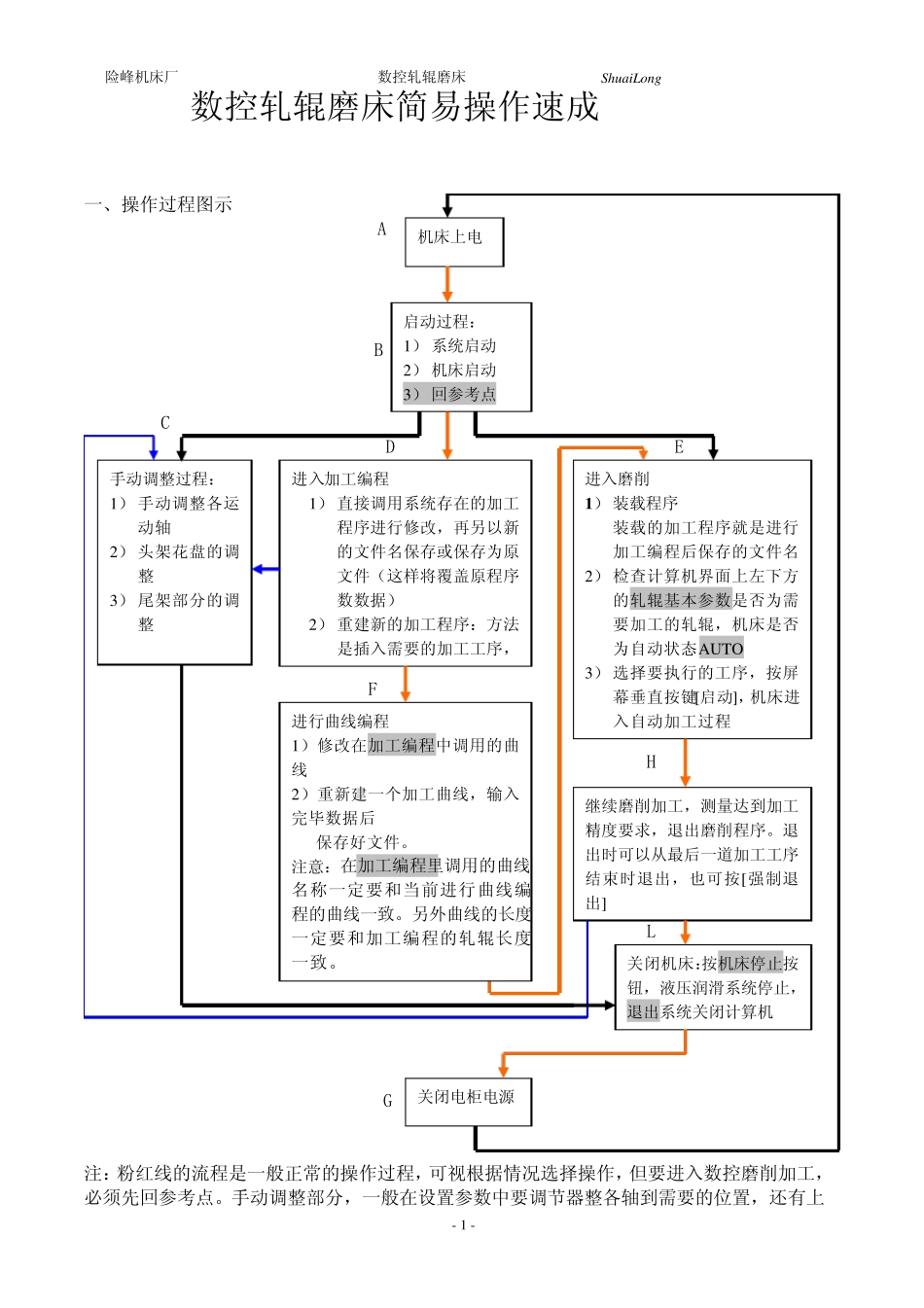
险峰机床厂 数控轧辊磨床 Shu aiLo n g 数控轧辊磨床简易操作速成 一、操作过程图示 A B C D E F H L G 机床上电 启动过程: 1) 系统启动 2) 机床启动 3) 回参考点 手动调整过程: 1) 手动调整各运动轴 2) 头架花盘的调整 3) 尾架部分的调整 进入加工编程 1) 直接调用系统存在的加工程序进行修改,再另以新的文件名保存或保存为原文件(这样将覆盖原程序数数据) 2) 重建新的加工程序:方法是插入需要的加工工序,进行曲线编程 1)修改在加工编程中调用的曲线 2)重新建一个加工曲线,输入完毕数据后 保存好文件
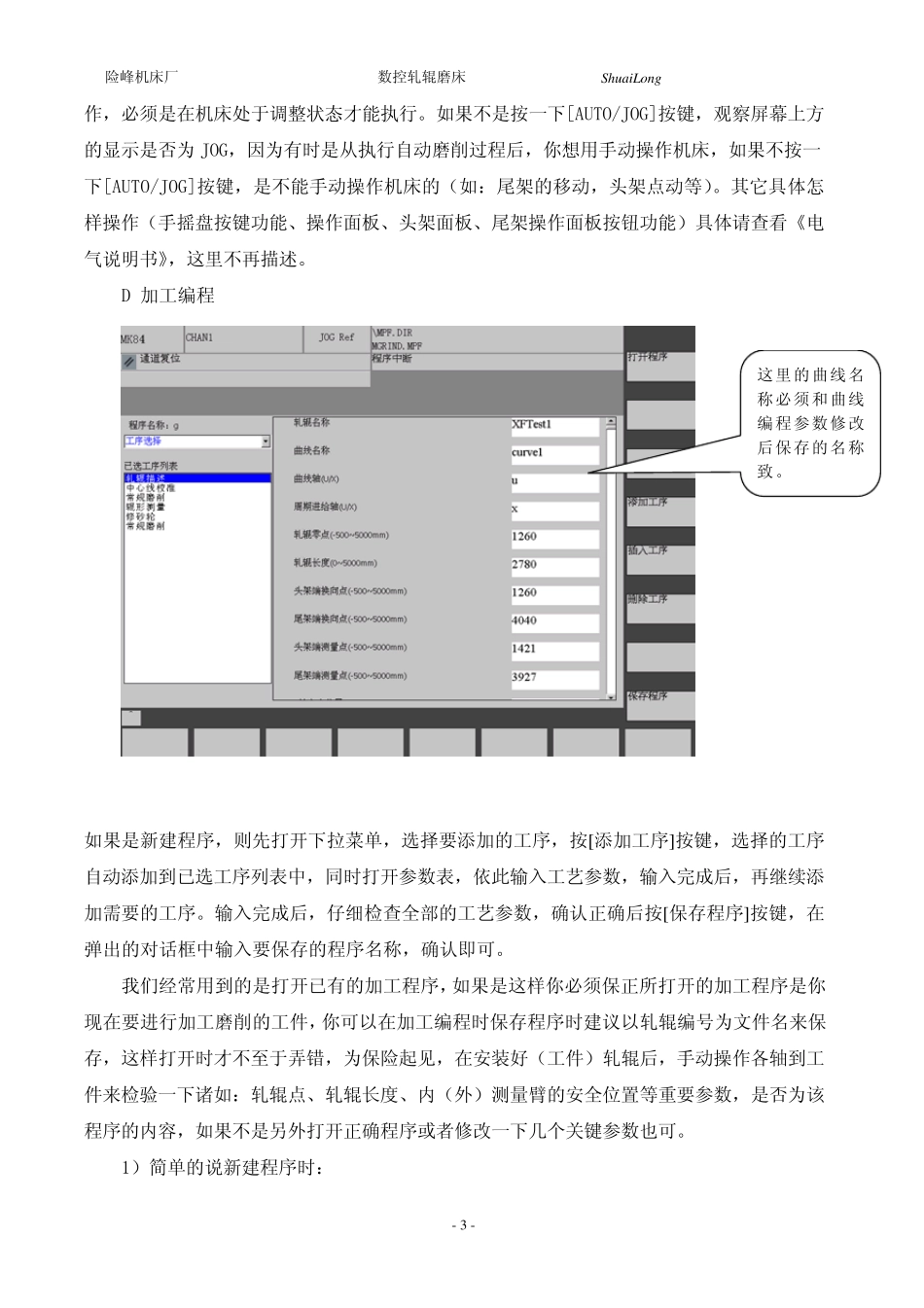
注意:在加工编程里调用的曲线名称一定要和当前进行曲线编程的曲线一致
另外曲线的长度一定要和加工编程的轧辊长度一致
继续磨削加工,测量达到加工精度要求,退出磨削程序
退出时可以从最后一道加工工序结束时退出,也可按[强制退出] 进入磨削 1 ) 装载程序 装载的加工程序就是进行加工编程后保存的文件名 2) 检查计算机界面上左下方的轧辊基本参数是否为需要加工的轧辊,机床是否为自动状态AUTO 3) 选择要执行的工序,按屏幕垂直按键[启动],机床进入自动加工过程 关闭机床:按机床停止 按钮 ,液 压 润 滑 系统停止 ,退出系统关闭计算机 关闭电柜 电源 注:粉 红 线的流 程是一般 正 常 的操作过程,可视 根 据情 况 选择操作,但 要进入数控磨削加工,必 须 先 回参考点
手动调整部分,一般 在设 置 参数中要调节 器 整各轴到需要的位 置 ,还 有 上 - 1 - 险峰机床厂 数控轧辊磨床 Shu aiLo n g 下辊经常需要操作
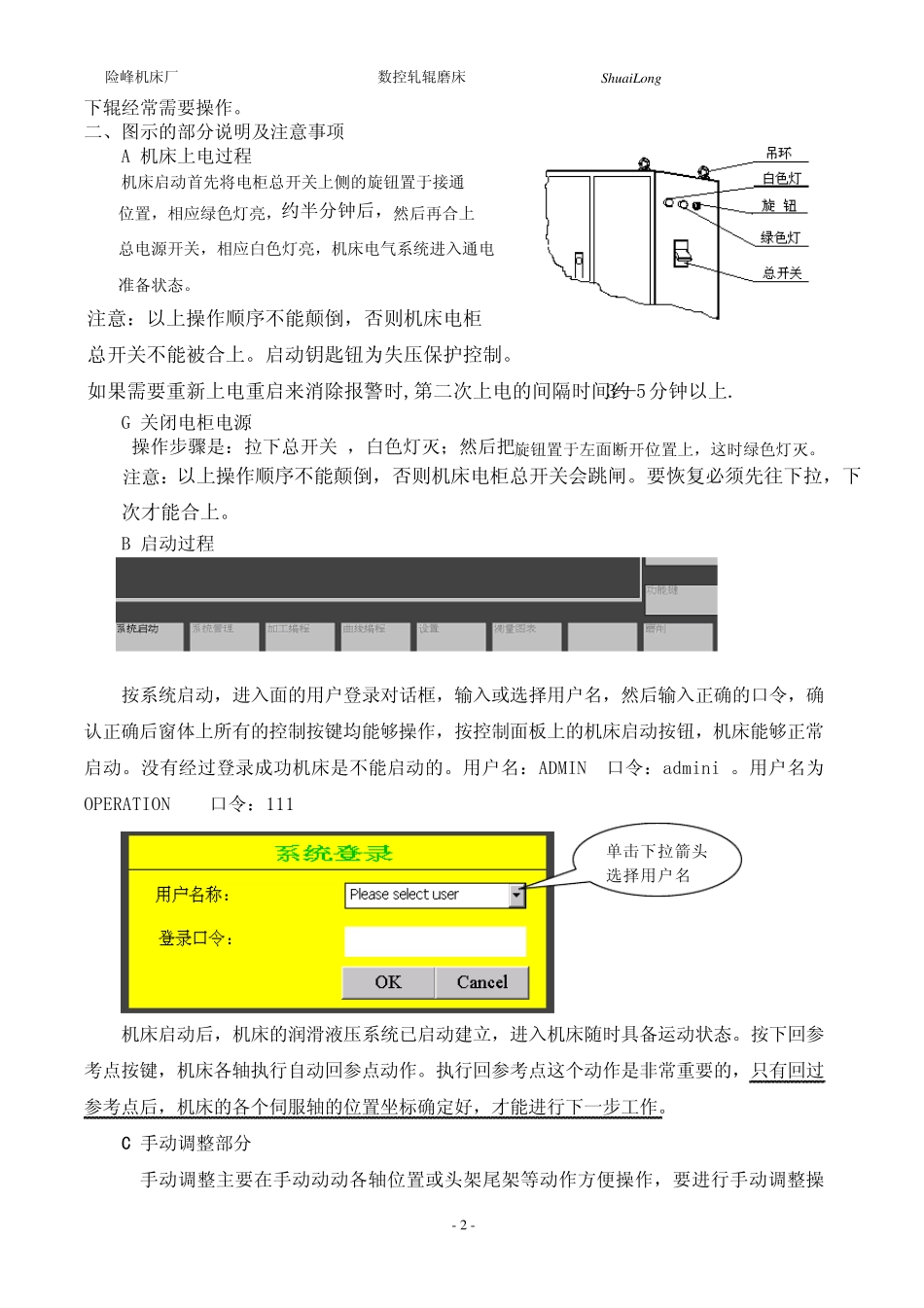
二、图示的部分说明及注意事项 A 机床上电过程 机床启动首先将电柜总开关上侧的旋钮置于接通 位置,相应绿色灯亮,约半分钟后,然后再合上 总电源开关,相应白色灯亮,机床电气系统进入通电 准备状态