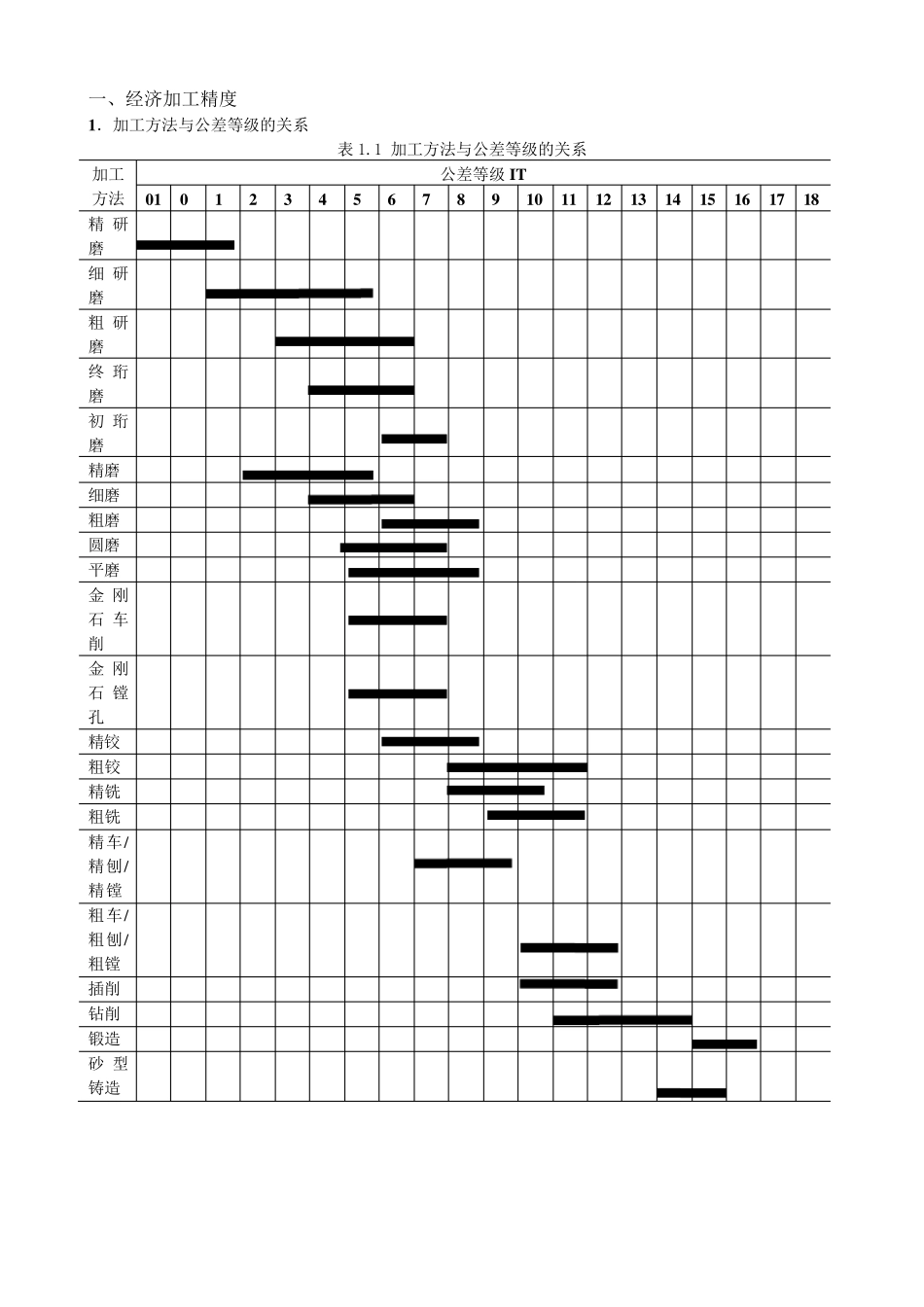
一、经济加工精度 1.加工方法与公差等级的关系 表 1
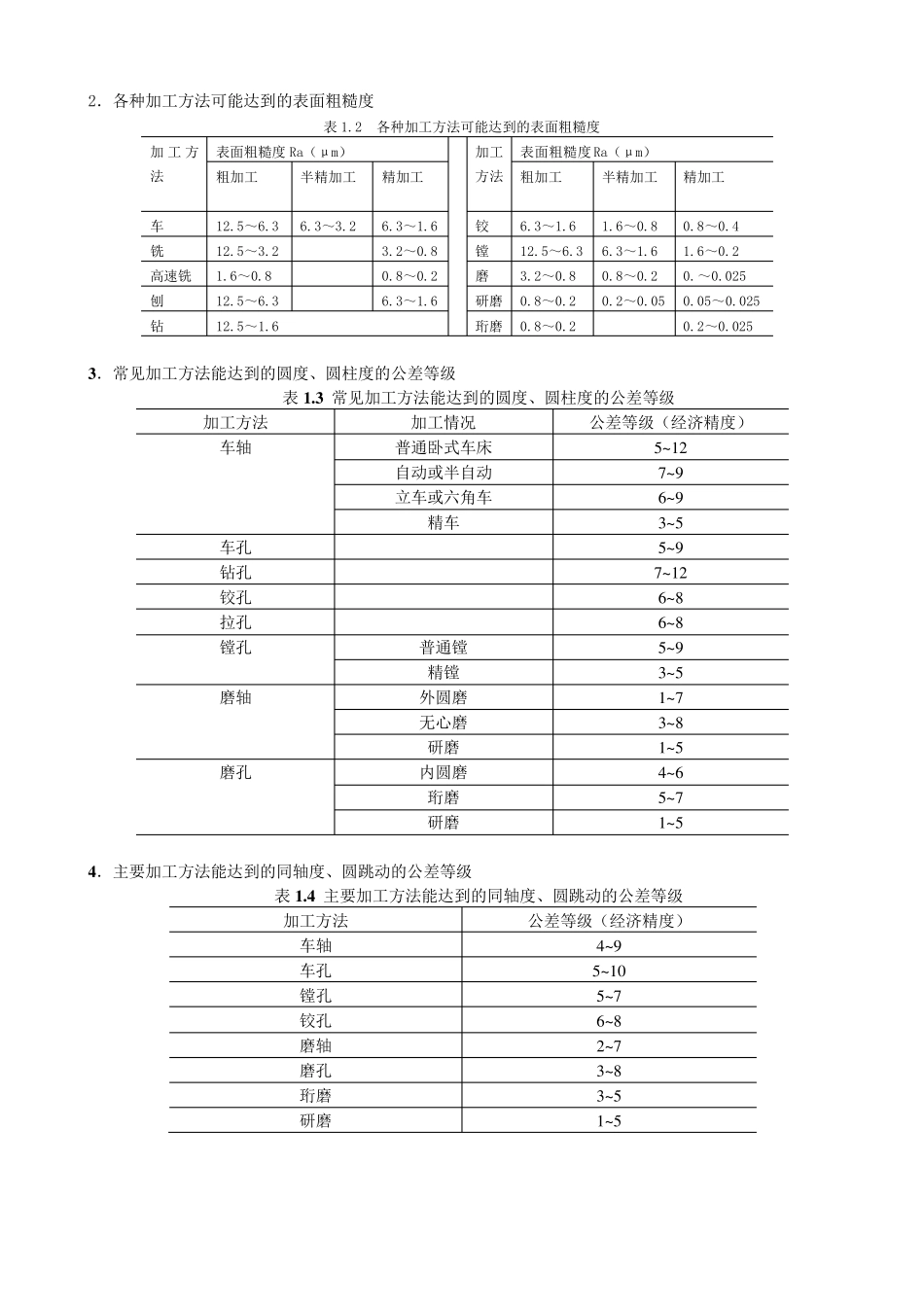
1 加工方法与公差等级的关系 加工方法 公差等级 IT 01 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 精 研磨 细 研磨 粗 研磨 终 珩磨 初 珩磨 精磨 细磨 粗磨 圆磨 平磨 金 刚石 车削 金 刚石 镗孔 精铰 粗铰 精铣 粗铣 精车/精刨/精镗 粗车/粗刨/粗镗 插削 钻削 锻造 砂 型铸造 2.各种加工方法可能达到的表面粗糙度 表1
2 各种加工方法可能达到的表面粗糙度 加工方法 表面粗糙度Ra(μm) 加工方法 表面粗糙度Ra(μm) 粗加工 半精加工 精加工 粗加工 半精加工 精加工 车 12
4 铣 12
8 镗 12
2 高速铣 1
025 刨 12
6 研磨 0
025 钻 12
6 珩磨 0
025 3 .常见加工方法能达到的圆度、圆柱度的公差等级 表1
3 常见加工方法能达到的圆度、圆柱度的公差等级 加工方法 加工情况 公差等级(经济精度) 车轴 普通卧式车床 5~12 自动或半自动 7~9 立车或六角车 6~9 精车 3~5 车孔 5~9 钻孔 7~12 铰孔 6~8 拉孔 6~8 镗孔 普通镗 5~9 精镗 3~5 磨轴 外圆磨 1~7 无心磨 3~8 研磨 1~5 磨孔 内圆磨 4~6 珩磨 5~7 研磨 1~5 4 .主要加工方法能达到的同轴度、圆跳动的公差等级 表1
4 主要加工方法能达到的同轴度、圆跳