文控编码版本彩盒检验通用标准制订审核核准生效日期彩盒品质检验通用标准1
目的为使彩盒类品质能够得以保证,特制定此品质控制标准,2以此为检验依据
范围适用于公司所有进料、制程、出货检验控制
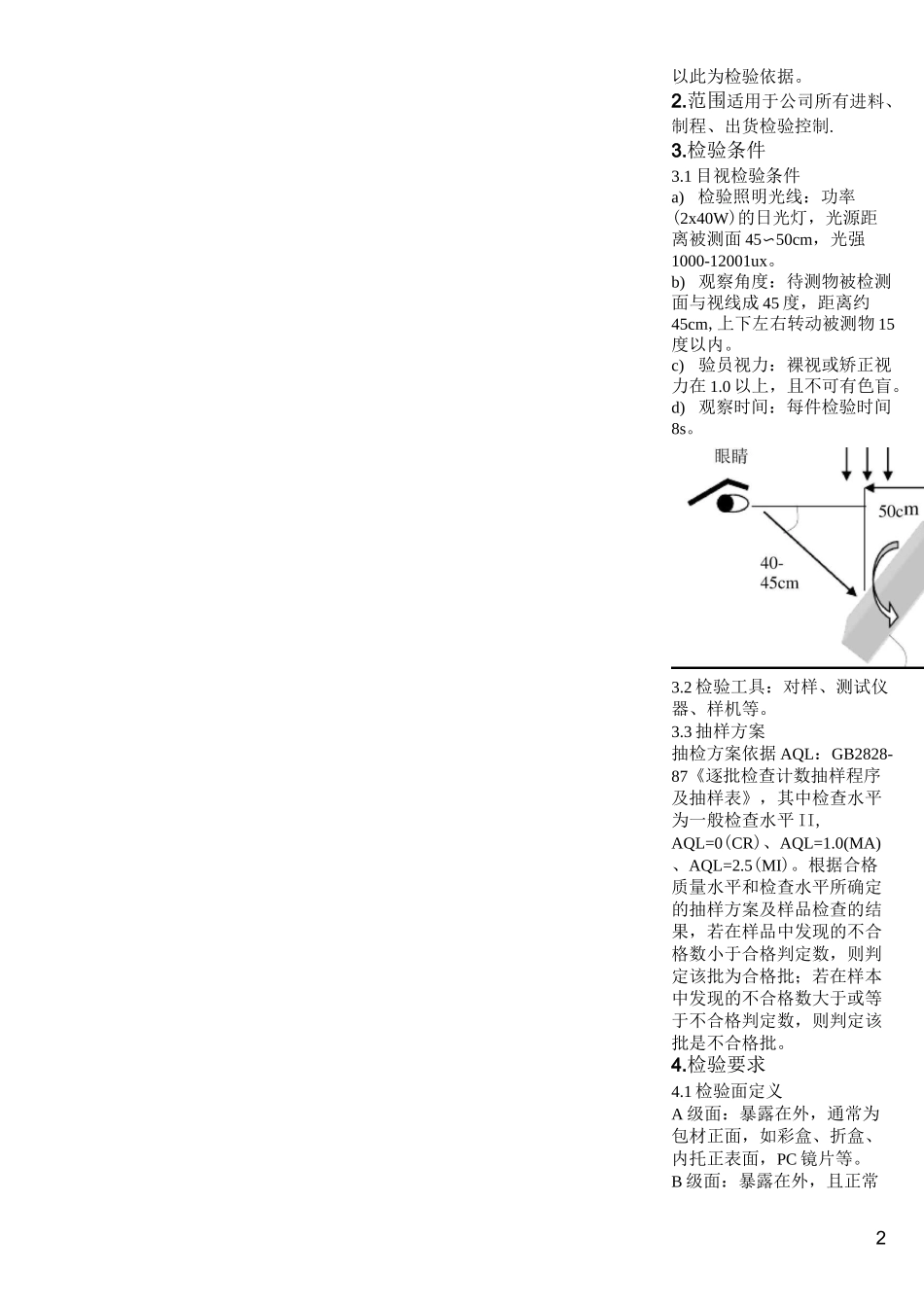
1 目视检验条件a) 检验照明光线:功率(2x40W)的日光灯,光源距离被测面 45〜50cm,光强1000-12001ux
b) 观察角度:待测物被检测面与视线成 45 度,距离约45cm,上下左右转动被测物 15度以内
c)验员视力:裸视或矫正视力在 1
0 以上,且不可有色盲
d) 观察时间:每件检验时间8s
2 检验工具:对样、测试仪器、样机等
3 抽样方案抽检方案依据 AQL:GB2828-87《逐批检查计数抽样程序及抽样表》,其中检查水平为一般检查水平 II,AQL=0(CR)、AQL=1
0(MA)、AQL=2
根据合格质量水平和检查水平所确定的抽样方案及样品检查的结果,若在样品中发现的不合格数小于合格判定数,则判定该批为合格批;若在样本中发现的不合格数大于或等于不合格判定数,则判定该批是不合格批
1 检验面定义A 级面:暴露在外,通常为包材正面,如彩盒、折盒、内托正表面,PC 镜片等
B 级面:暴露在外,且正常3使用时并不直接看到的次要表面,如彩盒、折盒、内托侧面和背面等
C 级面:不易看见或看不见的次表面,如彩盒内部等
( C 级面不良允收缺陷不做明 确标准定义,以实际情况而定 ) 4
2 缺陷等级定义a) 致命缺陷:零件存在对使用者的人身及财产安全构成威胁的缺陷,或由于其缺陷,组装成成品后,会对使用者的人身及财产安全构成威胁的缺陷
b) 主要缺陷:-功能缺陷影响正常使用;-性能参数超出规格标准;-漏部件、配件或主要标识,多出无关标识及其他可能影响产品性能的物品;-导致最终客户拒绝购买的结构及外观缺陷
c)次要缺陷: