手锤制作工艺课题名称:制作小手锤教学目标:通过本课题实习使前一阶段所学钳工基本技能得到综合运用,并进一步提高平面锉削、锯削、钻孔、攻丝及测量技能
教学内容:1、学会零件图纸识读与工艺路线分析2、掌握锤头的加工方法及注意事项教学重点:掌握锤头的加工方法及注意事项教学对象:机电类专业教学方法:讲授、演示教学学时: 2 学时教学说明:本课题是一次综合练习教学,要求操作者要有一定的平面锉削、锯削、钻孔、攻丝、基本测量技能,还要掌握相关理论知识
这次练习在整个实习教学过程中所处的位置见下表:序号讲解学时学生操作学时备注1 钳工的特点介绍2 学生熟悉工具、量具6 2 划线1
5 平面划线5 3 锯割1
5 25×25 方钢锯割3 4 锉削及测量3 锉削长方体10 5 钻孔2 Φ 8
5 钻头刃磨,六方螺母钻孔4 6 攻丝与套丝1
5 Φ 10 钢筋套丝,六方螺母攻丝3 7 手锤工艺分析和讲解2 加工手锤16 8 综合件工艺分析和讲解待定综合工件加工待定教学准备:1.使用材料: 45 号钢、毛坯大小(见下图)1 11020202.使用设备:台虎钳、台钻3.使用工、量具:钳工锉、整形锉、高度尺、钢板尺、划针、钻头、丝锥、绞杠、锯弓、手用锯条、样冲、游标卡尺、直角尺、刀口尺等
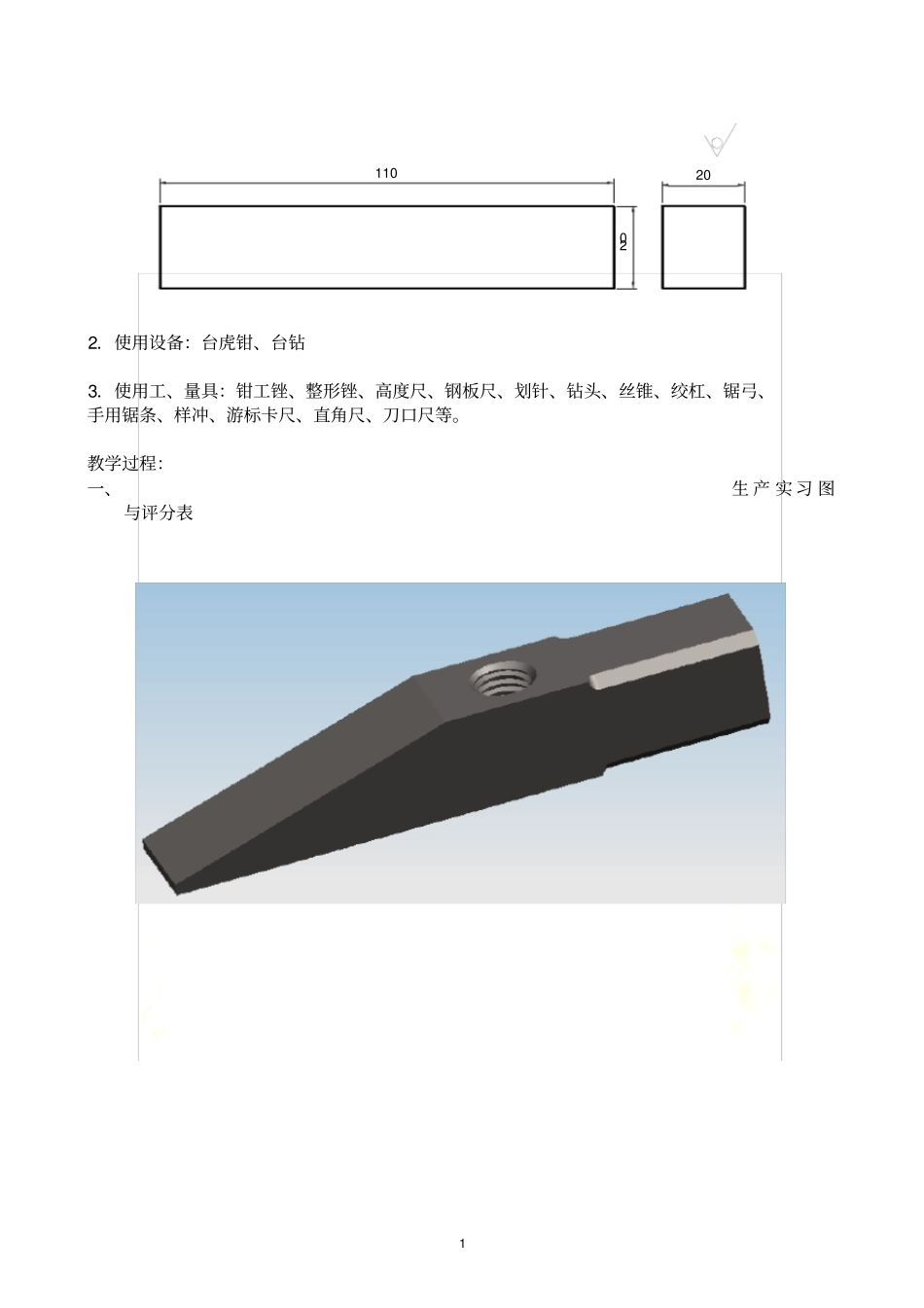
教学过程:一、生 产 实 习 图与评分表2 A向3
22105±0
23042±0
25518±0
1R218±0
04技术要求:1
未注公差按 GB/1804-m级加工
各面锉纹整齐一致
A向2处M106处4处(2处)(4处)(6处)锉纹整齐一致 (6处)0
0442± 0
2总得分:评 分 表1234518423得分配分16105126卡尺卡尺卡尺卡尺刀口尺卡尺卡尺测量工具13258764序号2M10正确项目与技术要求卡尺直角尺目测目测91013121