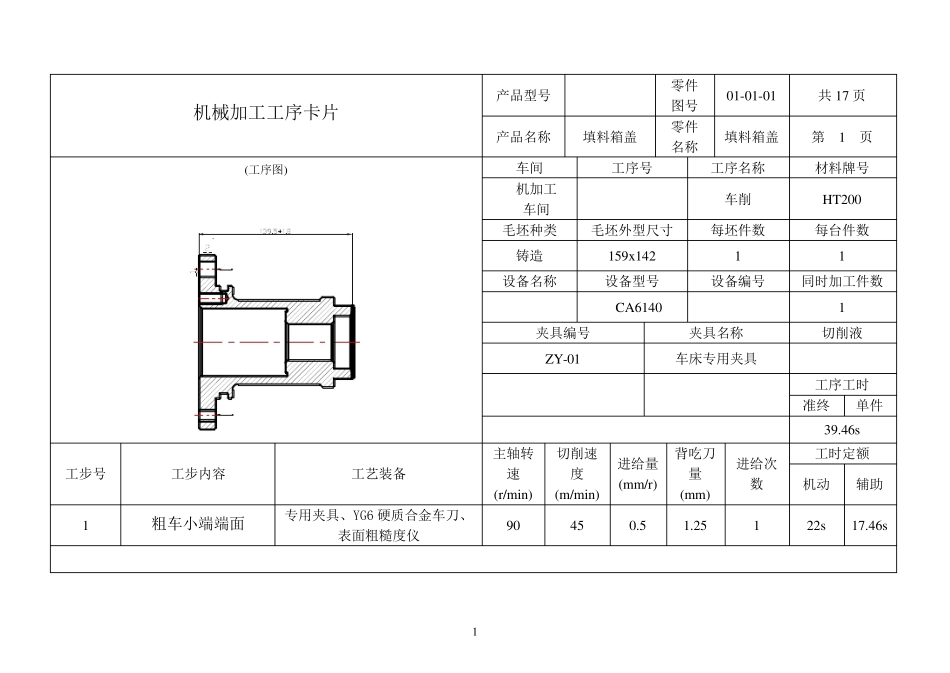
1 机械加工工序卡片 产品型号 零件 图号 01-01-01 共17 页 产品名称 填料箱盖 零件 名称 填料箱盖 第 1 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 39
46s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 1 粗车小端端面 专用夹具、YG6 硬质合金车刀、 表面粗糙度仪 90 45 0
25 1 22s 17
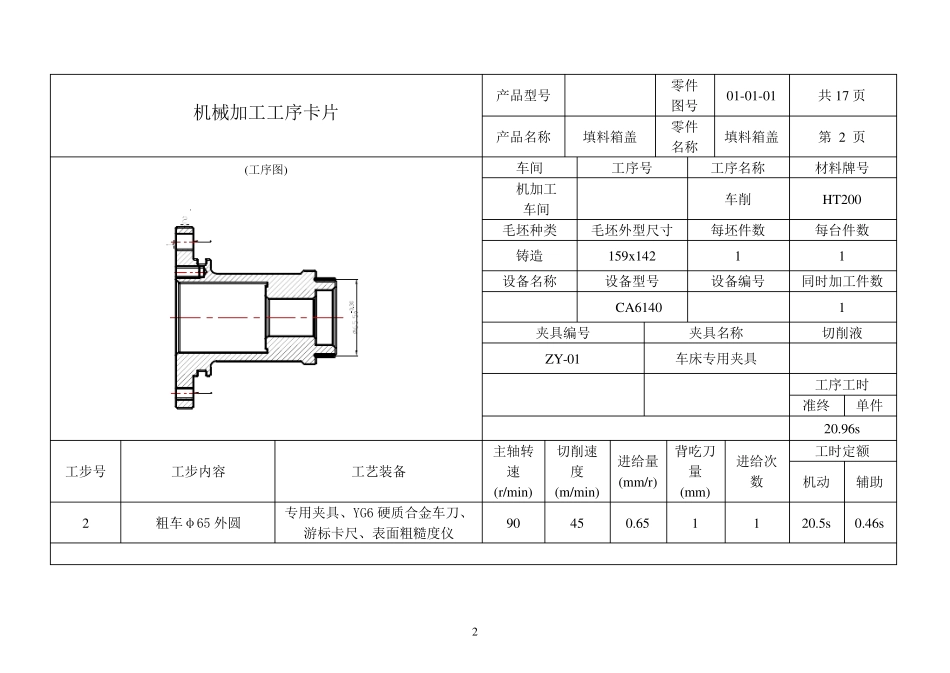
46s 2 机械加工工序卡片 产品型号 零件 图号 01-01-01 共17 页 产品名称 填料箱盖 零件 名称 填料箱盖 第 2 页 (工序图) 车间 工序号 工序名称 材料牌号 机加工 车间 车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数 每台件数 铸造 159x142 1 1 设备名称 设备型号 设备编号 同时加工件数 CA6140 1 夹具编号 夹具名称 切削液 ZY-01 车床专用夹具 工序工时 准终 单件 20
96s 工步号 工步内容 工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给次数 工时定额 机动 辅助 2 粗车φ65 外圆 专用夹具、YG6 硬质合金车刀、 游标卡尺、表面粗糙度仪 90 45 0
65 1 1 20
46s 3 机械加工工序卡片 产品型号 零件 图号 01-01-01 共17 页 产品名称 填料箱盖 零件 名称 填料箱盖 第 3 页 (工序图) 车间 工序号 工序名称 材料牌号