第一章 操作安全须知 1.开机前检查是否有漏电等不安全隐患
2.锯床运转时严禁开启两侧锯轮防护罩
3.绝对不允许用手触摸运转中的带锯条
4.严禁在带锯条运转的下方触摸工件
5.折叠拆取带锯条要戴防护眼镜,手套
更换带锯条一定要将机器的电源切断
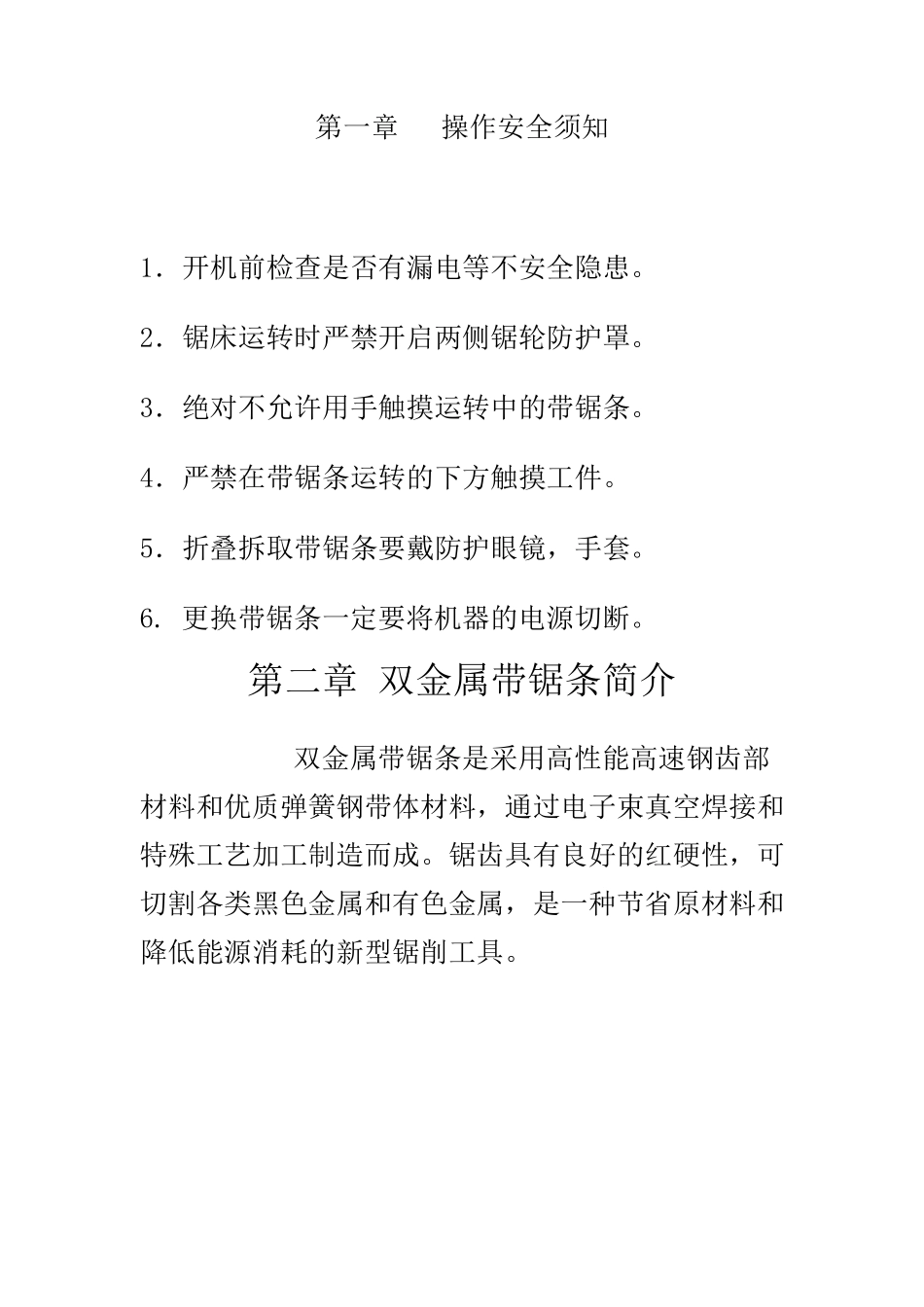
第二章 双金属带锯条简介 双金属带锯条是采用高性能高速钢齿部材料和优质弹簧钢带体材料,通过电子束真空焊接和特殊工艺加工制造而成
锯齿具有良好的红硬性,可切割各类黑色金属和有色金属,是一种节省原材料和降低能源消耗的新型锯削工具
图一 如图一所示:齿尖刃部硬质材料高度仅1
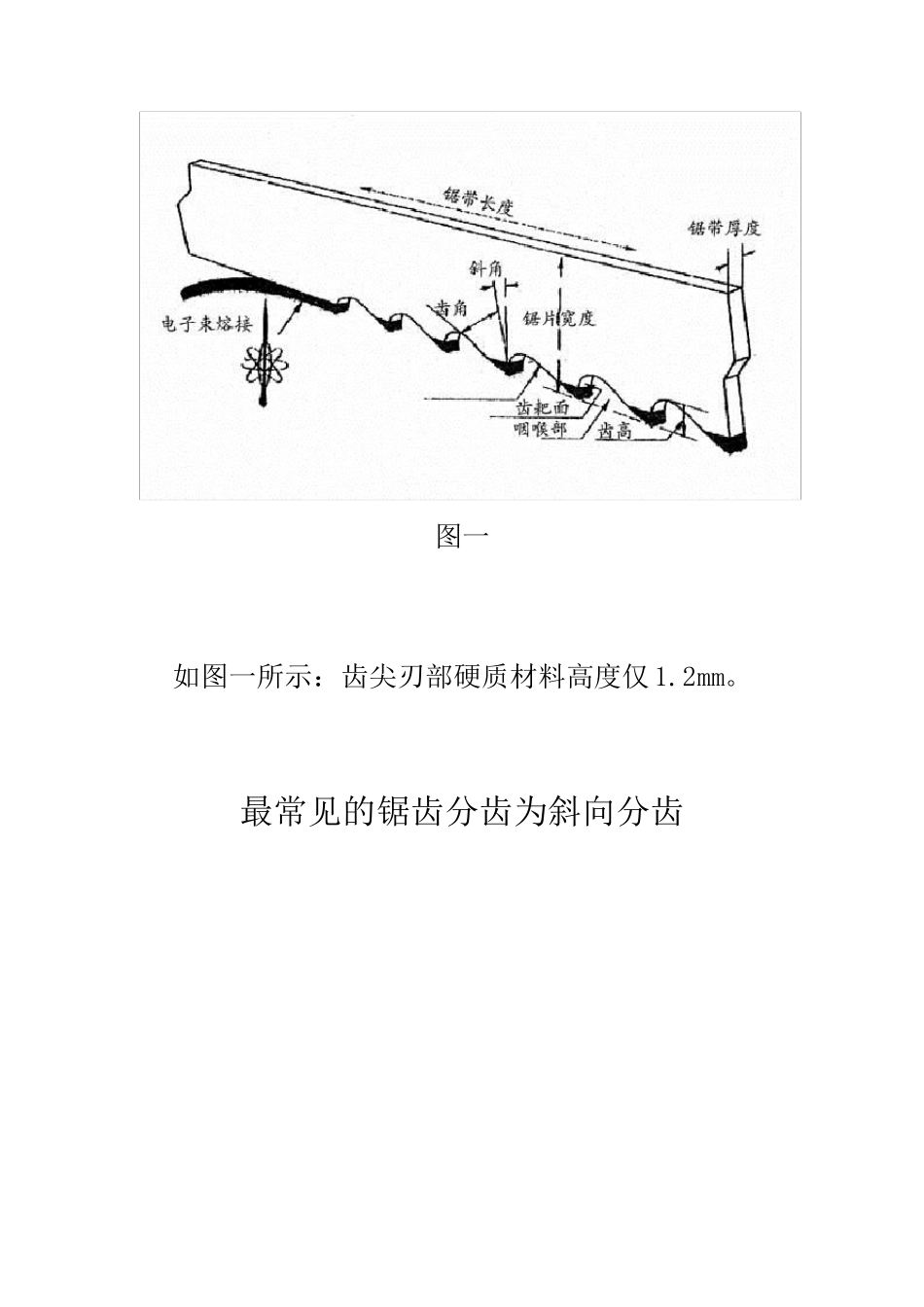
最常见的锯齿分齿为斜向分齿 图二 锯齿横向分齿,一个向左,一个向右,一个不分
第三章 双金属带锯条简要使用说明 为了达到最佳切削性能,锯齿的大小及切削刃形状的选择十分重要
要求所选齿形、齿距应与被锯切工件相匹配,实心材料选用有前倾角的带锯条;厚度在 8毫米以下的型材、管材选用零度角的锯条(推荐选用PRO 梯形齿);锯切实心铝材及不锈钢使用有前倾角的带锯条
一.带锯条的安装 1.双金属带锯条带体柔软不易断裂,安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜
检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的弹力就可以了
(双金属带锯条的最佳张力值在 300N/mm2左右) 2.锯条安装完毕,开机观察锯条背部与锯轮边缘的间隙,最佳间隙为1mm 左右为宜,锯条背部如磨擦到锯轮边缘会严重损坏锯条
二.新锯条的磨合 1.新锯条使用必须进行磨合,这关系到锯条的使用寿命
未经磨合的锯条使用寿命达不到锯条正常使用寿命的一半
2.第一刀要慢慢进给,切入材料 20mm后,无异常状况后逐渐调整至正常切削率的50%左右,再逐步进入正常的锯切状态
(锯切速度请参照本书第 16 页《锯切参数选择》) 三.带锯