河南通达 河南通达多媒体制作有限公司 双金属带锯条简要使用说明 一.带锯条的安装 1.双金属带锯条带体柔软不易断裂,安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜
检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的弹力就可以了
(双金属带锯条的最佳张力值在 300N/mm2左右) 2.锯条安装完毕,开机观察锯条背部与锯轮边缘的间隙,最佳间隙为 1mm左右为宜,锯条背部如磨擦到锯轮边缘会严重损坏锯条
二.新锯条的磨合 1.新锯条使用必须进行磨合,这关系到锯条的使用寿命
未经磨合的锯条使用寿命达不到锯条正常使用寿命的一半
2.第一刀要调节速度旋钮慢慢进给,切入材料 20mm后,无异常状况后逐渐调整至正常切削率的50%左右,再逐步进入正常的锯切状态
三.带锯条的巧用 充分磨合好的锯条,锯切面积累计达到 4-5m2后,应逐渐递减进给量
四.带锯条的保护 锯带安装完,点动开关使锯带慢慢转动,观察锯带齿尖是否有擦伤及其它异常的摩擦
锯带不用时,将锯带的张紧力减下来,这样可避免锯带过度疲劳
河南通达 河南通达多媒体制作有限公司 五.注意事项 1
不要使用高速切削以免缩短带锯条的使用寿命
确保钢丝刷能够正常转动以便将铁屑清除干净
切削液必须充足供给且要达到一定度
为避免被锯带划伤,拆放时需戴手套,防止突然弹开
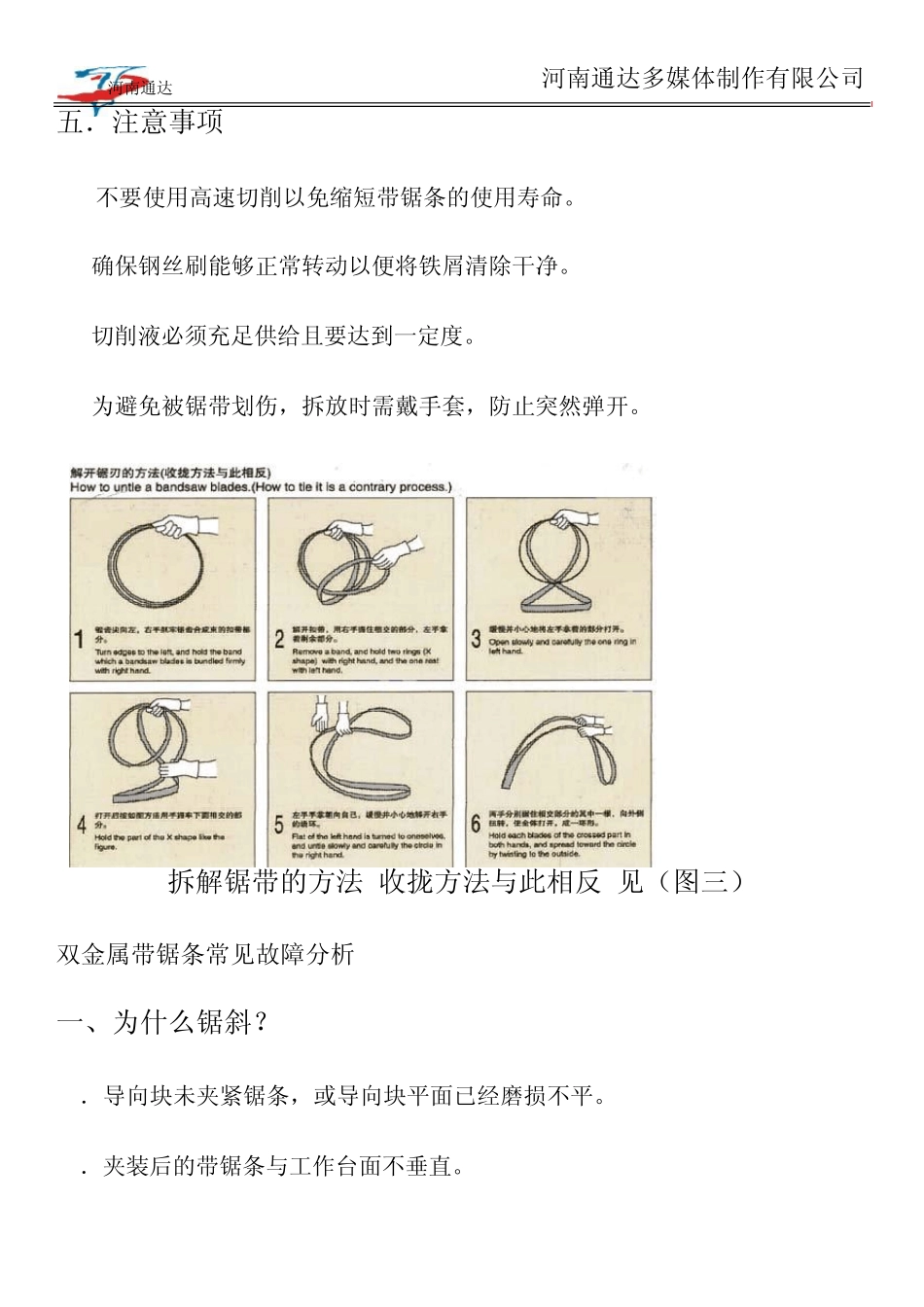
拆解锯带的方法(收拢方法与此相反)见(图三) 双金属带锯条常见故障分析 一、为什么锯斜
1.导向块未夹紧锯条,或导向块平面已经磨损不平
2.夹装后的带锯条与工作台面不垂直
河南通达 河南通达多媒体制作有限公司 3.锯带没有通过跑合切割,锯齿一侧分齿刃部过早钝化
4.进给速度太快,齿尖磨钝,分齿平衡被破坏,锯齿不能正常下锯
图四 【解决锯斜小窍门】将一根锯斜的锯条,装入导向块内夹装好,将锯带涨