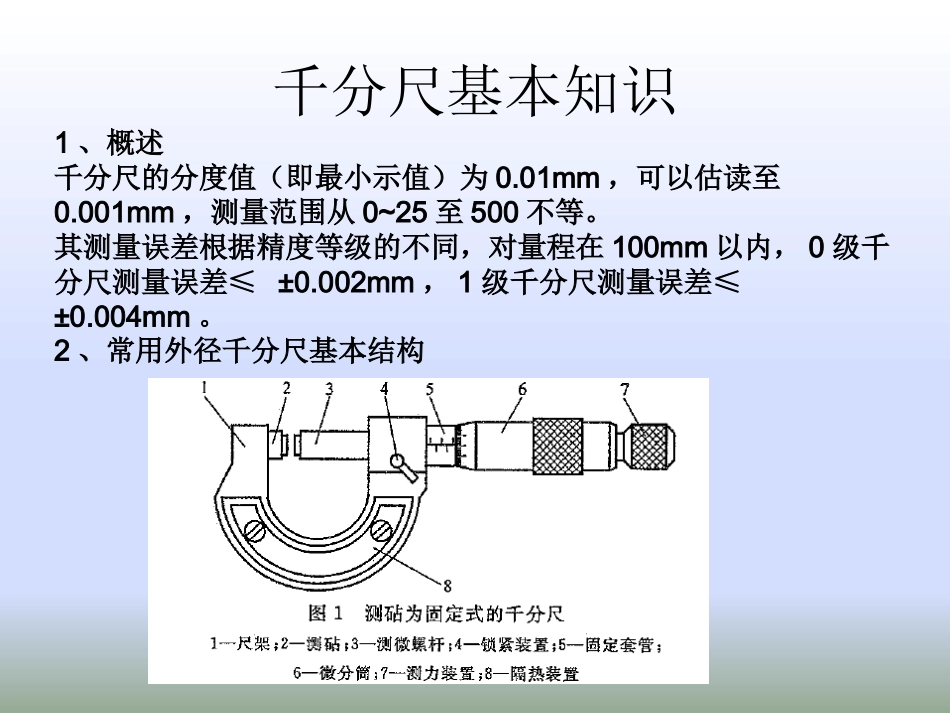
常用量具介绍及使用方法公司主要使用的量具•千分尺•卡尺•数显卡尺•万能角度尺•百分表(代表百分表、千分表等表盘类量具)千分尺基本知识2、常用外径千分尺基本结构1、概述千分尺的分度值(即最小示值)为0
01mm,可以估读至0
001mm,测量范围从0~25至500不等
其测量误差根据精度等级的不同,对量程在100mm以内,0级千分尺测量误差≤±0
002mm,1级千分尺测量误差≤±0
千分尺使用准备1、确认使用的千分尺为检定合格量具
生产使用的千分尺必须是经计量检定合格的量具
通过检定合格标签来进行确认
2、测量端面清理由于千分尺是利用测量端面的啮(niè)合来测量零件尺寸的,测量端面上的任何杂质或残留液体都可能影响测量结果
因此在使用前必须将测砧清理干净,特别注意测砧上的细小切削或杂质
3、0位确认手持千分尺,旋转微分筒或测力装置,使测微螺杆先后退几毫米,然后向前与测砧接触,检查千分尺刻度归“0”情况
测微螺杆即将与测砧接触时,应旋转测力装置套筒,使测微螺杆缓慢平滑移动,与测砧接触,严禁冲击测砧
与测砧接触后,由千分尺测力装置控制微分筒的旋转和停止位置
当听到连续发出三声“咔哒”声,即表示达到规定的测力,可以读数,此时可确认归“0”情况
千分尺测量过程使用方法:1、根据被测长度,选择合适量程的千分尺,旋转微分筒,退出测微螺杆,使两测砧之间的距离略大于被测长度;2、将被测件中待测的部分放入两测砧之间;注意:千分尺测量轴的中心线要与工件被测长度方向相一致,不要歪斜
3、当千分尺的测量面与被测表面快接触时,就停止旋转微分筒,而改旋转测力装置,使两接触面与被测面相接触,等到发出“咔哒”的三声后,即可进行读数;棘轮连续止动3次,通过声音和手感判断千分尺读数方法读数方法:1、读出固定套筒上露出刻度线的毫米数和半毫米数
5mm,如果读数在9
5到10mm之间,切记读