浅谈钢结构变形的控制 由于现今钢结构发展极其快速,各种焊接机械、焊接方法日新月异
但在施工过程中,由于焊接过程中产生的内应力和焊接热过程引起的焊件的变形,严重影响工程质量、工程进度和焊接的使用功能
因为我处承担制作了马来西亚电解槽长侧、短侧等钢构件
虽然电解槽壳总体上对变形误差要求不高,设计上一些尺寸的允许偏差甚至达到±20mm,但有些误差却要求只能是负差
而且我们前期制作能控制好变形,减少误差,将能使后期的安装效率增加,并能节省安装调整所用的材料,达到时间和金钱的双赢
下面我根据实际工作经验和平时学习到的一些理论知识,谈一下钢结构焊接应力和变形的知识,由于经验浅薄,不足之处请大家指正
钢结构焊接工程实际上是在焊件局部区域加热后又冷却凝固的热过程,但由于不均匀温度场以及由它引起的局部塑性变形和组织间比容不同,导致焊件不均匀的膨胀和收缩,从而使从而使焊件内部产生焊接应力而引起焊接变形
在马来西亚工程中,长侧等焊件的外型尺寸较大、形状多样、焊缝多、焊接位置不对称等因素都能引起焊接变形
当焊接引起的不均匀温度场尚未消失时,焊件中的这种应力和变形称为瞬态焊接应力和变形;焊接温度场消失后的应力和变形称为残余焊接应力和变形
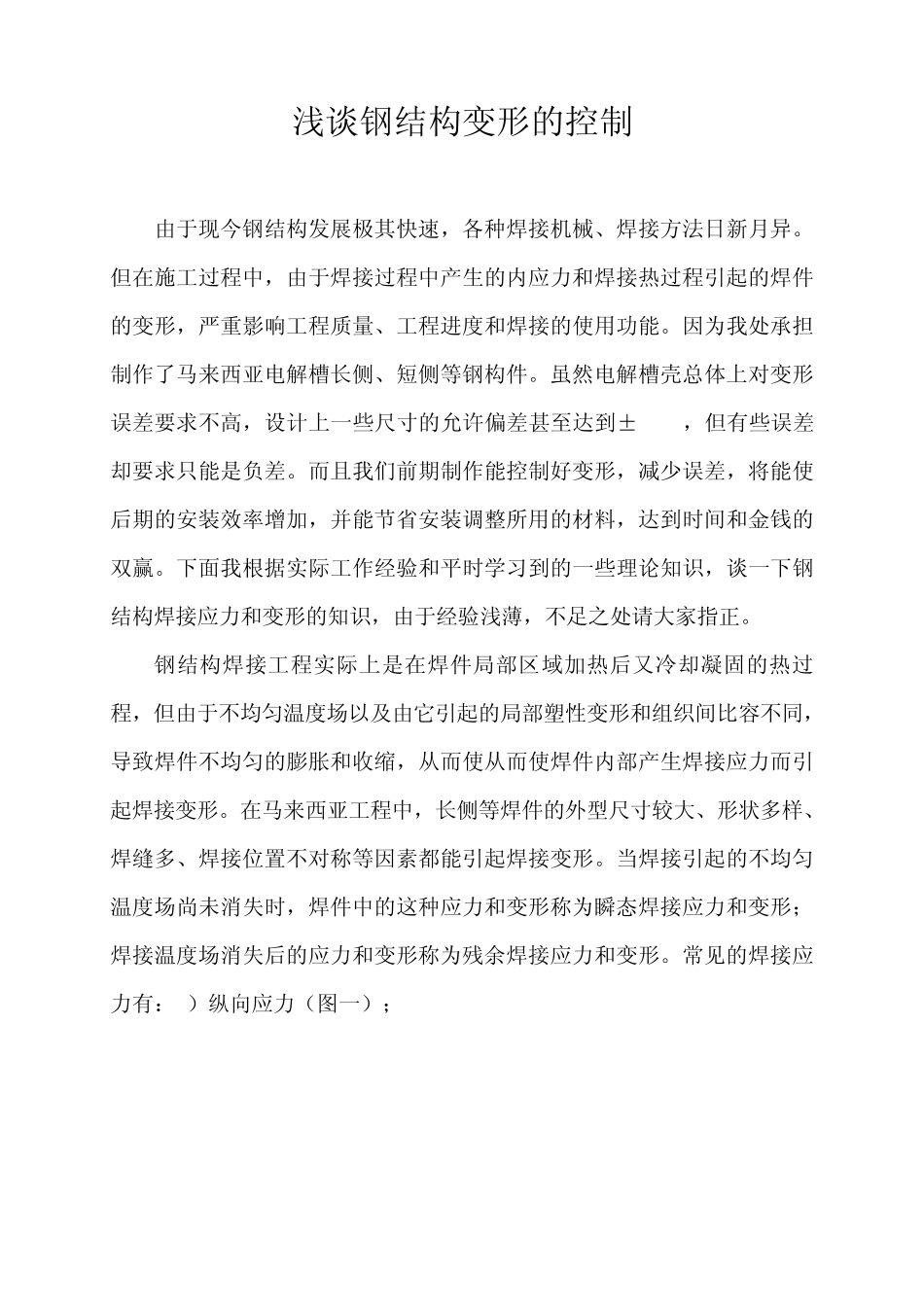
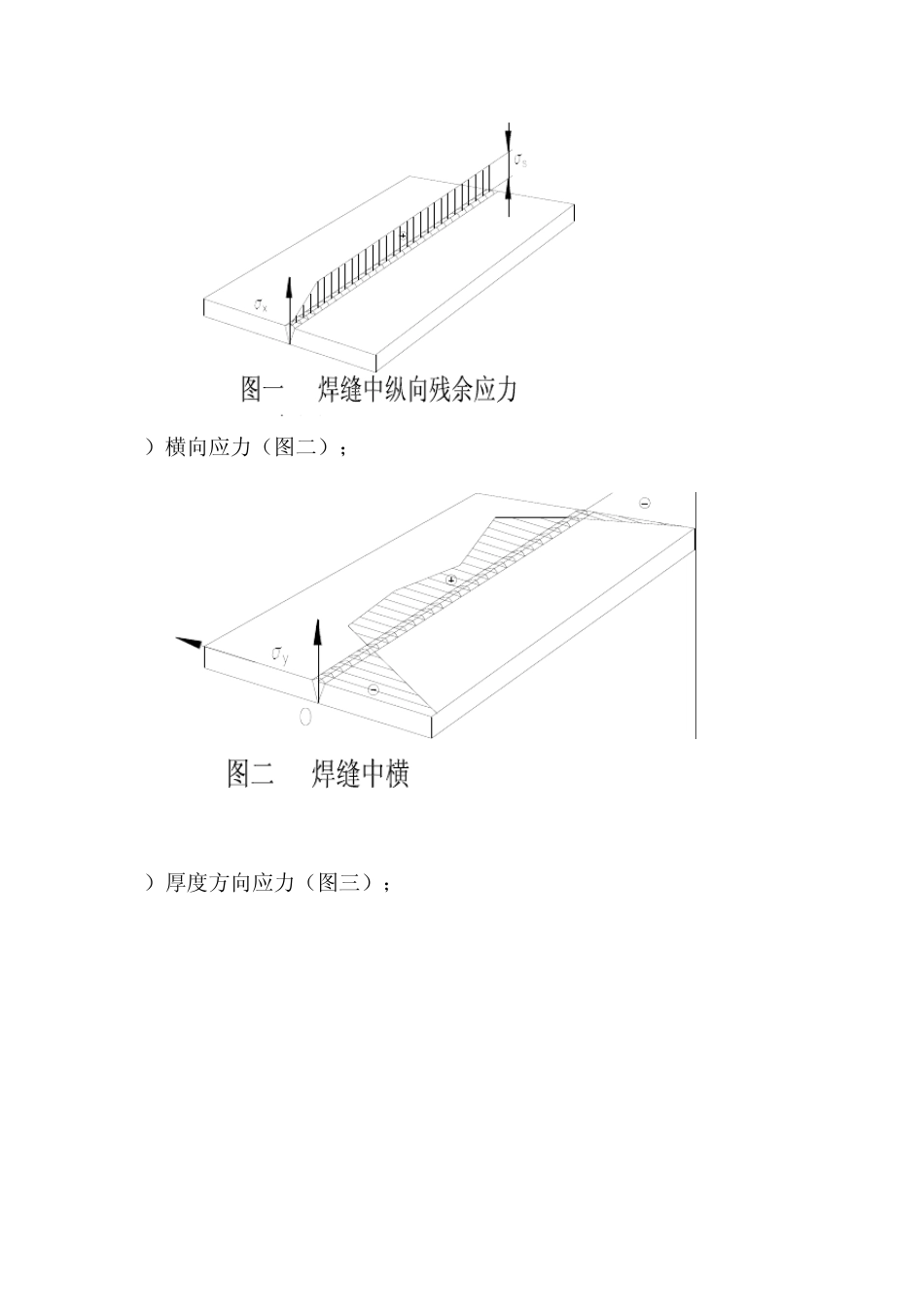
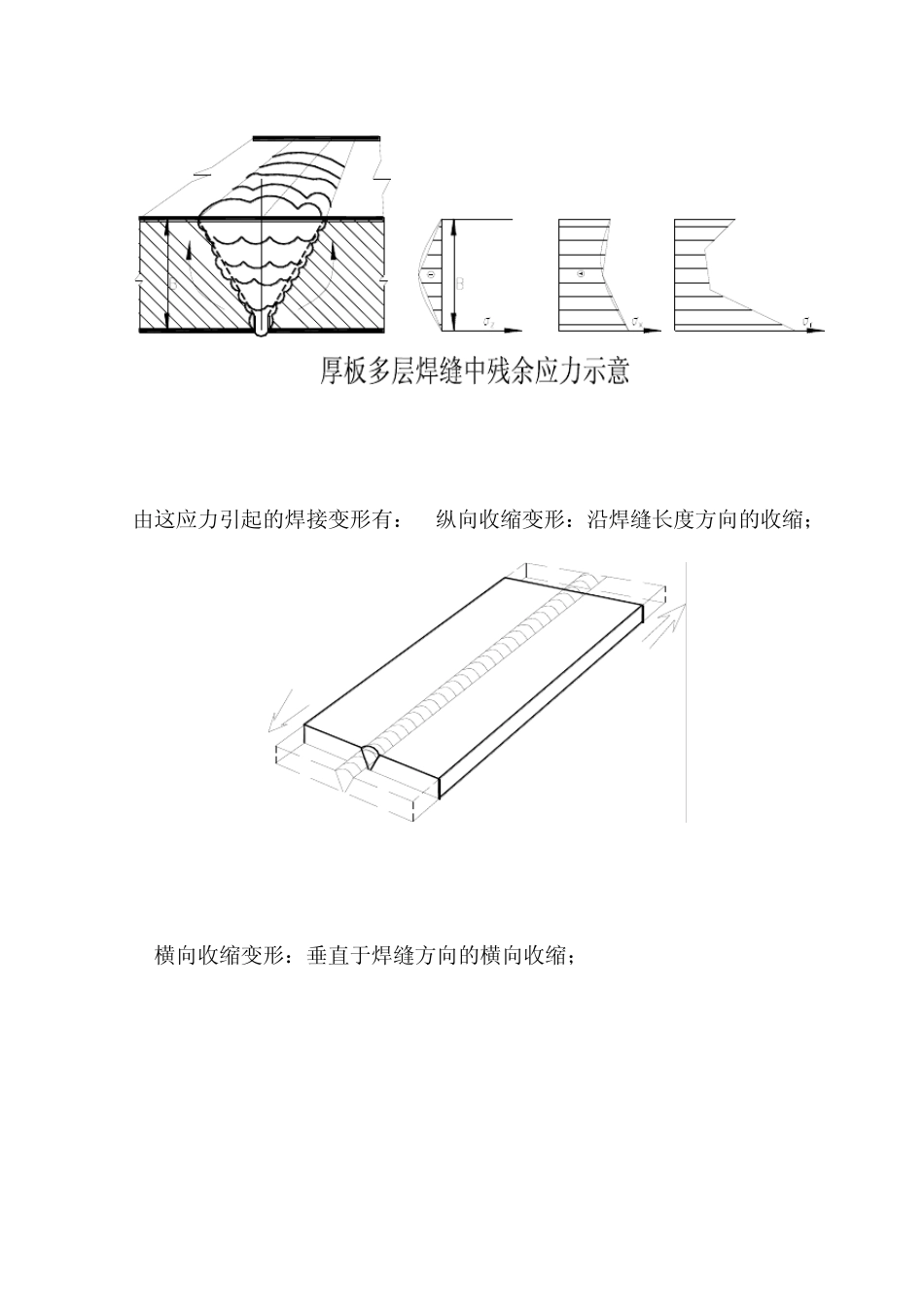
常见的焊接应力有:1)纵向应力(图一); 2)横向应力(图二); 3)厚度方向应力(图三); 由这应力引起的焊接变形有:1)纵向收缩变形:沿焊缝长度方向的收缩; 2)横向收缩变形:垂直于焊缝方向的横向收缩; 3)角变形:绕焊缝轴线的角位移; 4)挠曲变形:构件中性轴上下部对称的收缩引起的弯曲变形; 5)失稳变形:薄壁结构在焊接残余压应力的作用下,局部失稳而产生波浪形; 6)错边变形:焊接边缘在焊接过程中,因膨胀不一致而产生的厚度方向的错边; 7)扭曲变形:由于装备不良、施焊程序不合理而使焊缝的纵向、横向收缩没有规律所引起的变形
在马来西亚工程中,长侧等焊件常见的