1 滚齿刀使用注意事项及产生不良品对策 一、 滚齿刀切齿: 1
切削条件: 针对切削速度、进给量(走刀速度)及滚刀摩耗量之关系,一般有: (1) 为了减少滚刀之摩耗量,切削速度变慢会比较好
但是切削进给量太小反而不好; (2) 为了增加滚刀耐久性,与其采用高切削速度,不如采用高切削进给量,不过齿面会不好; (3) 切削速度加快(回转数变大),进给量降低,齿面会变好; (4) 滚齿机自身之刚性,对滚刀寿命有非常大影响
(5) 滚刀材质分:(1)工具钢(镀钛);(高速钢、氦石) (2)超硬(钨钢); (6) 依滚刀之螺旋方向 被切削齿轮之螺旋方向确认是否加装惰轮
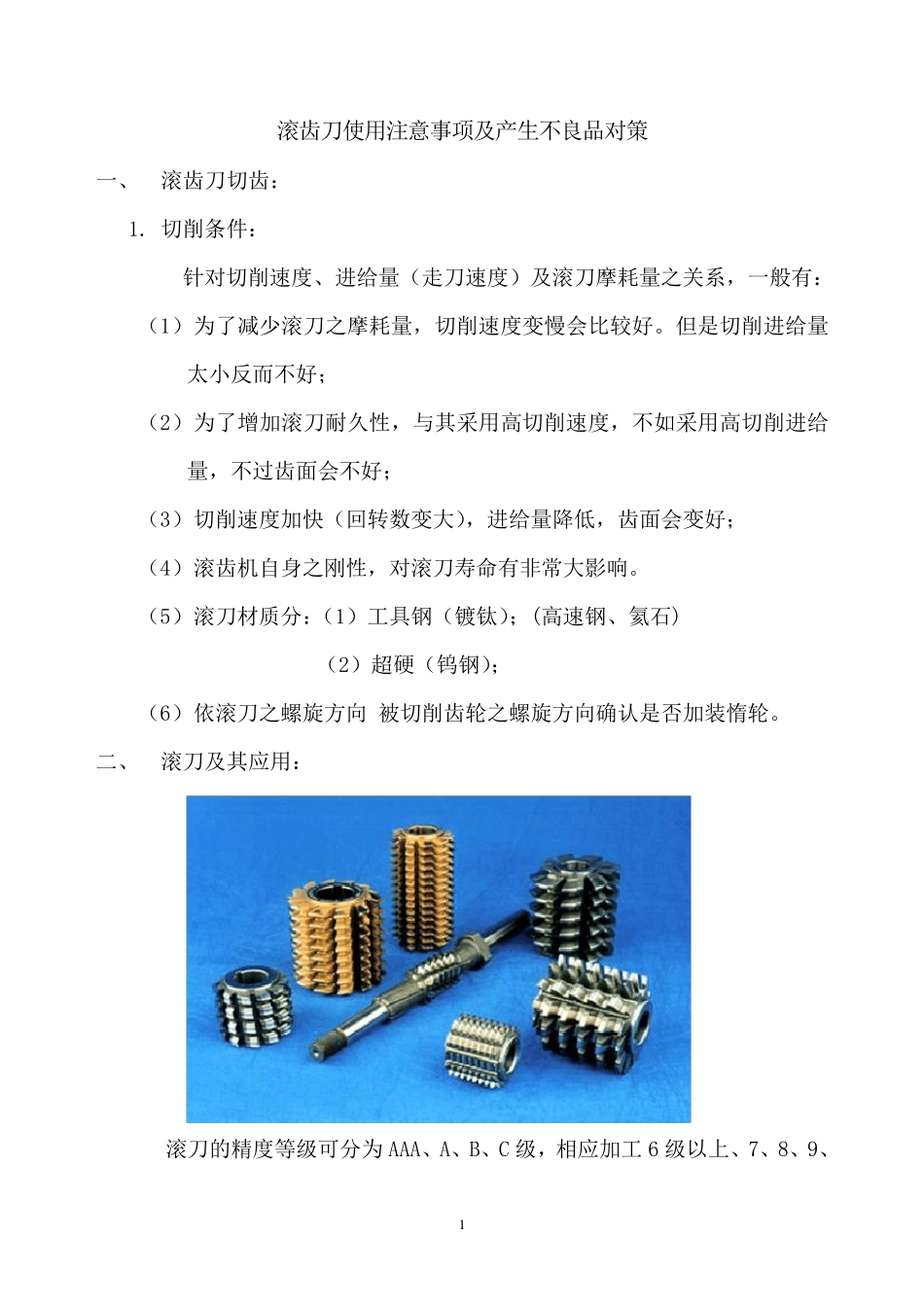
二、 滚刀及其应用: 滚刀的精度等级可分为 AAA、A、B、C 级,相应加工 6 级以上、7、8、9、 2 10 级齿轮
三、 滚齿刀(HOB)之切齿: 1
滚刀是在螺牙上加上几个纵沟,螺牙导程上有许多切刃之切齿用刀具; (1) 一体型滚齿刀 (本厂用之滚齿刀) (2) 组合型滚齿刀 2
滚刀和工件之关系:(滚齿过程、成形方法)
滚刀装设时,刀刃导程会对准齿轮之齿筋方向,此时滚刀之刀刃导程相当于假想之齿条,在渐开线齿轮场合,齿条刀刃形状是直线,滚刀只要有回转,接二连三的刀刃往工件里切入,切出齿
因为刀刃是沿着螺纹分布,随着回转而切入之刀刃往左边移动,工件也配合此动作往左边移动
只要回转齿轮工件就会从齿顶部逐渐往齿部切出齿形
1 条(单口,本厂均是)滚刀之场合,滚刀 1 回转,相当于假想齿条前进一个节距
齿轮工件也只需运转 1 个节距即可
即要切削Z齿数齿轮时,相对于齿轮工件之 1 回转、滚刀必须有Z回转才可
四、 滚刀精度误差对其生产中之影响: 1
因滚刀再研磨引起之齿形误差 (1)滚刀分割误差:有分割误差发生时会反应在齿形误差上,影响非常大,压力角 20º之滚刀在外周有 0
1mm 之分割误差时,会