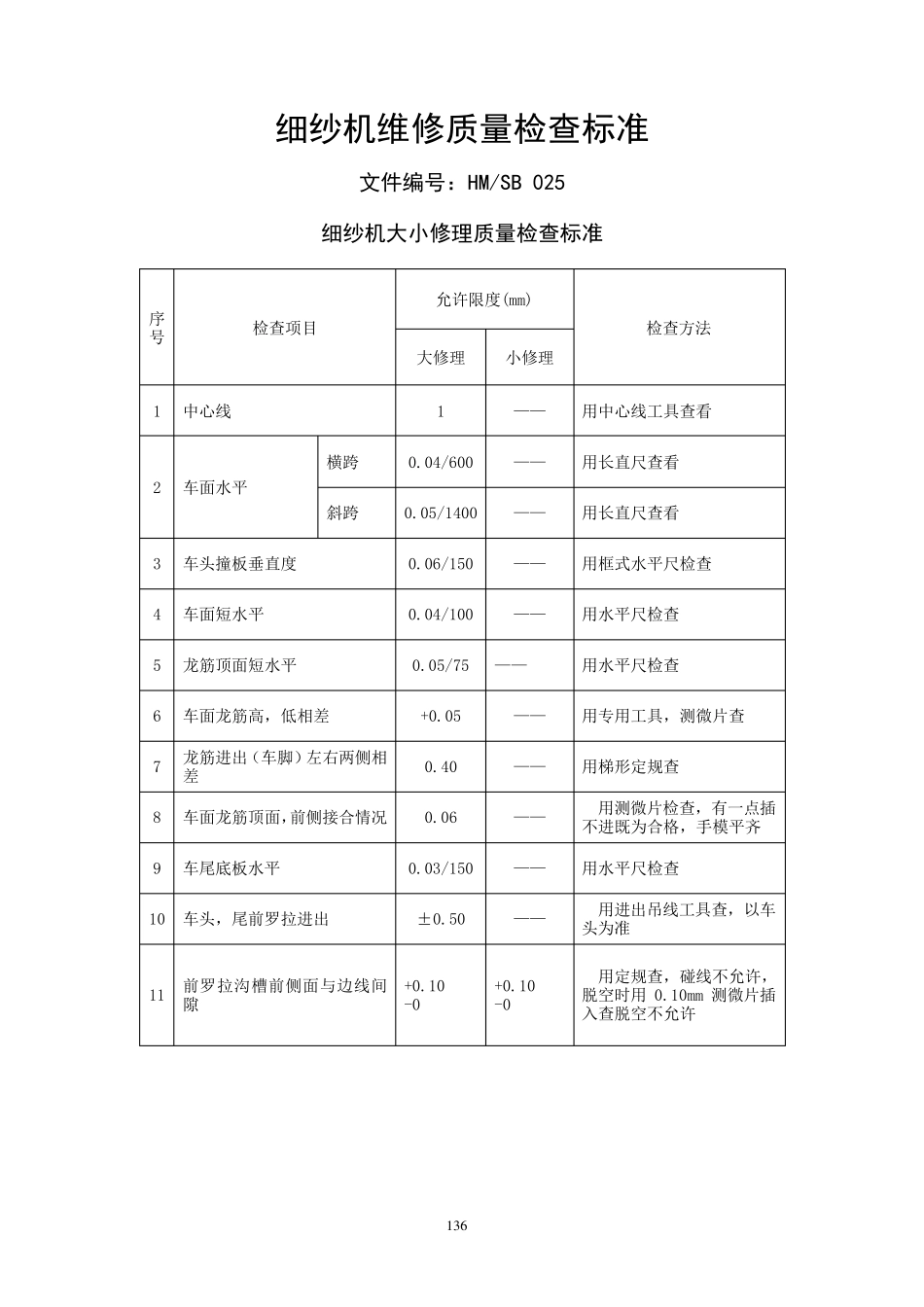
1 3 6 细纱机维修质量检查标准 文件编号:HM/SB 025 细纱机大小修理质量检查标准 序号 检查项目 允许限度(mm) 检查方法 大修理 小修理 1 中心线 1 —— 用中心线工具查看 2 车面水平 横跨 0
04/600 —— 用长直尺查看 斜跨 0
05/1400 —— 用长直尺查看 3 车头撞板垂直度 0
06/150 —— 用框式水平尺检查 4 车面短水平 0
04/100 —— 用水平尺检查 5 龙筋顶面短水平 0
05/75 —— 用水平尺检查 6 车面龙筋高,低相差 +0
05 —— 用专用工具,测微片查 7 龙筋进出(车脚)左右两侧相差 0
40 —— 用梯形定规查 8 车面龙筋顶面,前侧接合情况 0
06 —— 用测微片检查,有一点插不进既为合格,手模平齐 9 车尾底板水平 0
03/150 —— 用水平尺检查 10 车头,尾前罗拉进出 ±0
50 —— 用进出吊线工具查,以车头为准 11 前罗拉沟槽前侧面与边线间隙 +0
10 -0 +0
10 -0 用定规查,碰线不允许,脱空时用0
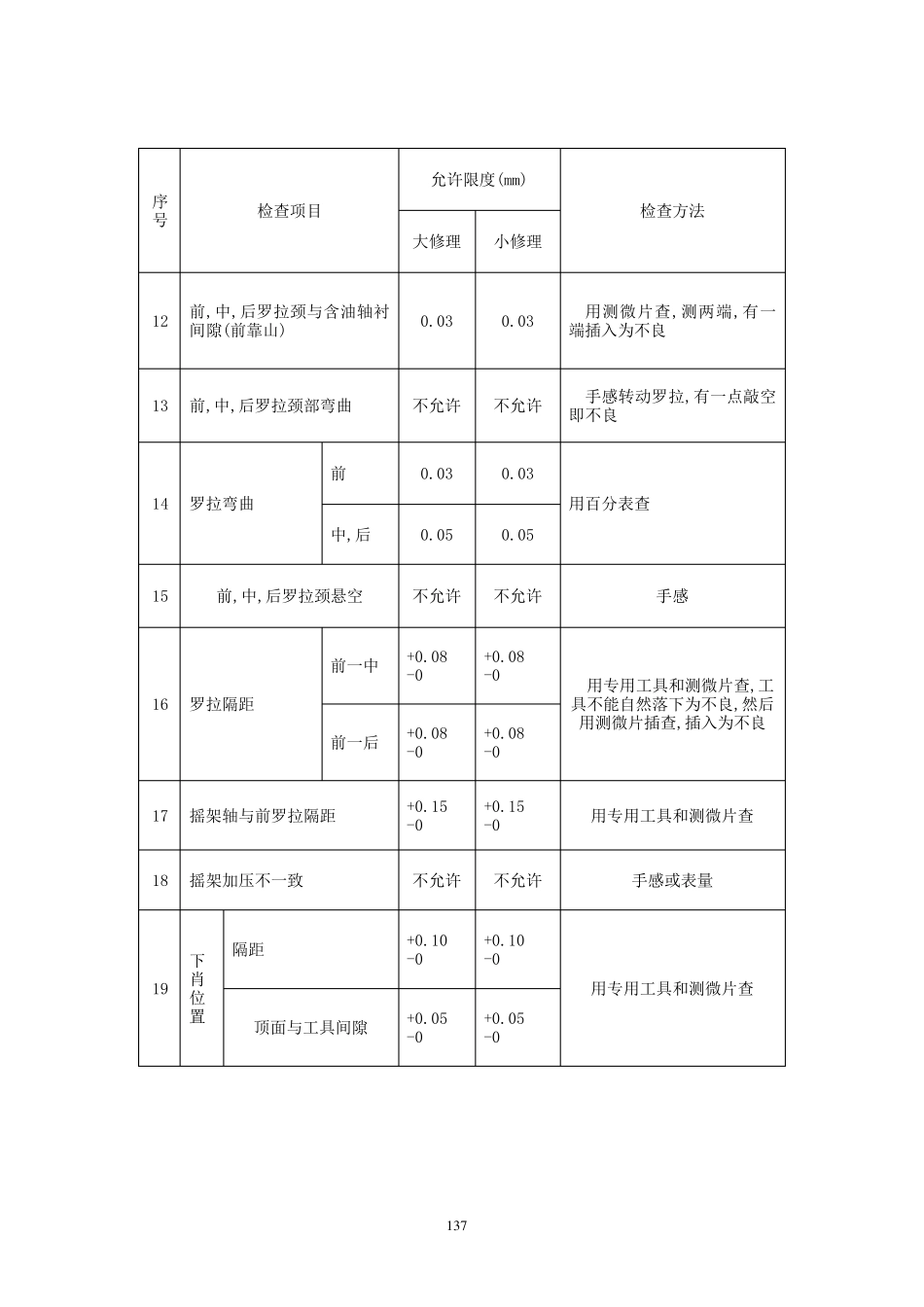
10mm 测微片插入查脱空不允许 1 3 7 序号 检查项目 允许限度(mm) 检查方法 大修理 小修理 12 前,中,后罗拉颈与含油轴衬间隙(前靠山) 0
03 用测微片查,测两端,有一端插入为不良 13 前,中,后罗拉颈部弯曲 不允许 不允许 手感转动罗拉,有一点敲空即不良 14 罗拉弯曲 前 0
03 用百分表查 中,后 0
05 15 前,中,后罗拉颈悬空 不允许 不允许 手感 16 罗拉隔距 前一中 +0
08 -0 +0
08 -0 用专用工具和测微片查,工具不能自然落下为不良,然后用测微片插查,插入为不良 前一后 +0
08 -0 +0
08 -0 17 摇架轴与前罗拉隔距 +0
15 -0 +0
15 -0 用专用工具和